
С целью повышения эффективности процессов абразивной обработки в зону резания вводят дополнительную энергию (электрическую, электромагнитную, ультразвуковую и др.), что позволяет значительно расширить область их рационального применения.
12.4.1 Электролитическое (электрохимическое) шлифование
Одним из наиболее производительных и широко распространенных является способ обработки металлов токопроводящими кругами с вводом постоянного тока в зону обработки (анодномеханическое). Был предложен в 1943 году В. А. Гусевым.
Электрохимическое шлифование (ЭХШ) — комбинированный процесс, при котором обрабатываемый материал снимается в результате одновременного протекания трех процессов: анодного растворения, механического резания и электроэрозионных явлений (рисунок 12.38).
|
Рисунок 12.38 — Схема электрохимического шлифования |
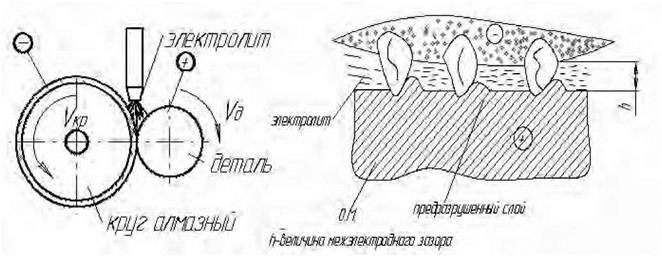
За счет протекания тока через слой рабочей жидкости (электролита), занимающий пространство между кругом и деталью, происходит анодное растворение тончайшего слоя обрабатываемого материала с образованием на поверхности окисной пленки (1,5-3,5 мкм), обладающей высоким электрическим со-
противлением и тормозящей процесс растворения обрабатываемого материала. Зерна же круга непрерывно удаляя эту пленку, интенсифицируют процесс анодного растворения металла.
Производительность процесса электрохимического растворения может быть выражена формулой:
![]() U1Sg_ h • Рэ
U1Sg_ h • Рэ
где Ca — электромеханический эквивалент обрабатываемого металла;
U — напряжение между кругом и деталью;
S g — поверхность обрабатываемой детали;
h — межэлектродный зазор между связкой круга и деталью;
рэ — удельное сопротивление электролита.
Как видно из приведенной формулы, производительность увеличивается с ростом напряжения и площади обрабатываемой поверхности и падает с увеличением зазора h, так как рост напряжения увеличивает плотность тока, рост зазора h его уменьшает.
В процессе электрохимического шлифования все названные параметры не стабильны, хотя и существуют их оптимальные значения, при которых производительность процесса наибольшая.