
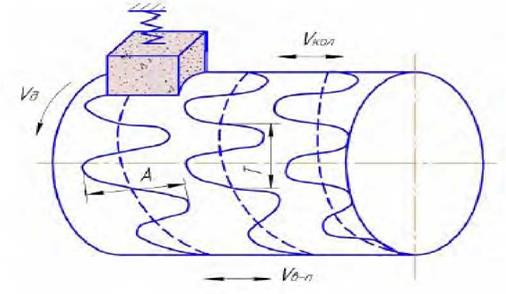
Это процесс отделочной обработки поверхностей деталей машин мелкозернистыми абразивными брусками, которые упруго с небольшим давлением прижимаются к обрабатываемой поверхности. Характерным признаком процесса является колебательное движение брусков с частотой от 500-600 до 20003000 дв. ход/мин и амплитудой 2-5мм и медленное возвратно-поступательное перемещение вдоль образующей поверхности обрабатываемой детали со скоростью Увп. Вследствие этих движений и вращения детали со скоростью Vд
каждое контактирующее зерно абразивного бруска описывает на обрабатываемой поверхности траекторию сложного относительного движения (рисунок 12.31). В результате этого поверхность покрывается плотной сеткой следов большого количества мельчайших зёрен абразивных зерен (102-104 зерен/мм ), характерных для данного процесса обработки деталей.
|
Рисунок 12.31 — Схема движений детали и бруска при суперфинишировании |
Можно получить Ra = 0,080 — 0,160 мкм практически без волнистости и минимальной огранки, удалить дефектный слой после шлифования. Всё это вместе с возможностью управления направлением и формой микронеровностей делает суперфиниширование наиболее эффективным для обработки подшипников качения, штоков, поршней, калибров и т. п.
Существует несколько схем суперфиниширования (рисунок 12.32), но, как правило, деталь вращается со скоростью Vi, а брусок имеет колебательное движение со средней скоростью V2 .
При суперфинишировании торцовых плоских и сферических поверхностей в качестве инструмента используется не брусок, а чашечный круг, вращающийся со скоростью V и имеющий колебательное или планетарное движение.
Суперфиниширование выполняют после шлифования или после тонкого точения на специальных станках или на универсальных токарных и шлифовальных станках с установленными на них головками-вибраторами (мелкосерийное и единичное производство).
Характеристика брусков та же, но зернистость М40 и ниже. Формы поперечных сечений брусков показаны на рисунке 12.33.
|
|
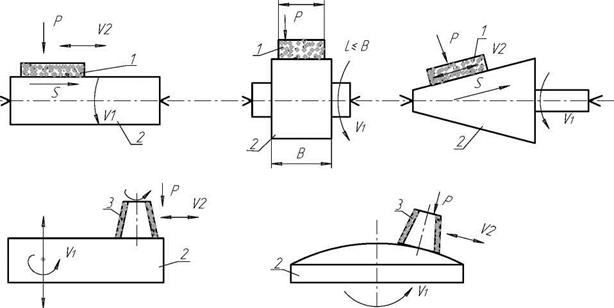
1 — брусок; 2 — деталь; 3 — чашечный круг Рисунок 12.32 — Схемы суперфиниширования
|
|

а) прямоугольная; б) треугольная; в) круглая; г) полукруглая
Рисунок 12.33 — Формы сечений брусков
Подготовка брусков к работе включает: крепление (механическое и реже клеевое); правку и профилирование (как правило, абразивной лентой натянутой на обрабатываемую поверхность детали абразивным слоем наружу).
Алмазные и эльборовые бруски правят свободным абразивом (SiC, B4C).