
Хонингование применяют для повышения точности формы размеров и снижения шероховатости поверхностей деталей машин, в основном отверстий, в условиях серийного и массового производства, после операций растачивания, точения, шлифования, развертывания, зенкерования и протягивания.
Обработку поверхностей деталей при хонинговании производят абразивными или алмазными брусками, закрепленными в специальной головке, называемой хоном. Количество и размеры брусков определяются размерами обрабатываемого отверстия и конструкцией хонинговальной головки
Хонингование применяется для обработки сквозных и глухих отверстий, а также гладких отверстий и отверстий с прерывистыми поверхностями (шлицевых отверстий, со шпоночными канавками и т. д.). Хонингуют детали из самых различных материалов. В зависимости от обрабатываемого материала применяют бруски абразивные, алмазные или из других СТМ. По характеристикам хонинговальные бруски (рисунок 12.27) имеют такой же широкий диапазон, как и шлифовальные круги.
 |
5) абрази/ый
Рисунок 12.27 — Поперечные сечения хонинговальных брусков
Алмазные бруски к планкам припаивают припоями ПОС-30, ПОС-40 или ПОС-61, а также приклеивают эпоксидной смолой. Абразивные бруски крепят к колодкам с помощью планок, винтов, плоских пружин или приклеивают клеем (целлулоидным, силикатным, бакелитовым и т. д.); бруски крепят на стальные колодки хонинговальной головки механически или клеем.
В процессе обработки хонинговальная головка получает вращательное и возвратно-поступательное движения вдоль оси отверстия. Для снятия припуска брускам сообщается радиальное движение подачи. На рисунке 12.28 показана принципиальная схема процесса хонингования отверстия.
|
|
|
1 к он рз расширительны 2. колодксі fga= v/Kk к р/н сетки 3 хпнинр. пОльный 5пнспк Рисунок 12.28 — Принципиальная схема хонингования |
|
^1 |
Одна из конструкций хонинговальной головки приведена на рисунке
12.28.
Основной деталью является корпус 2, в шести пазах которого размещены колодки 5. В канавках колодок располагаются пластины 7 с наклеенными абразивными брусками 4. Колодки постоянно стягиваются к оси головки кольцевыми пружинами 3. В центральном отверстии головки размещается шток 8 с двумя разжимными конусами 6. При движении штока вниз конусы, преодолевая сопротивление пружины, раздвигают колодки. Осевое перемещение шток по-
лучает от гидромеханизма станка, преобразуемое с помощью конусов в радиальное рабочее движение колодок с абразивными брусками. Шток с конусами после окончания обработки возвращается в верхнее исходное положение с помощью прижимной пружины, а колодки с абразивными брусками при этом утапливаются в гнездах кольцевыми пружинами. Корпус 2 через поводок 1 соединяется шарнирным устройством с узлом компенсации износа брусков и с помощью патрона кпепится к шпинделю хонинговального станка.
 Особенностью процесса хонингования является полное или частичное взаимное базирование обрабатываемых поверхностей и рабочей поверхности брусков, обеспечиваемое за счет четырех или двух степеней свободы инструмента относительно детали или наоборот.
Особенностью процесса хонингования является полное или частичное взаимное базирование обрабатываемых поверхностей и рабочей поверхности брусков, обеспечиваемое за счет четырех или двух степеней свободы инструмента относительно детали или наоборот.
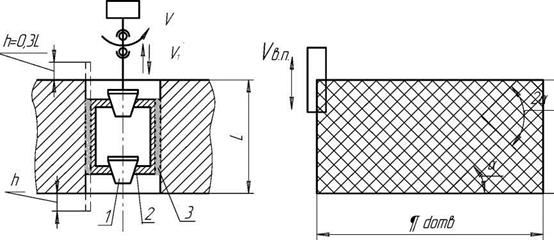
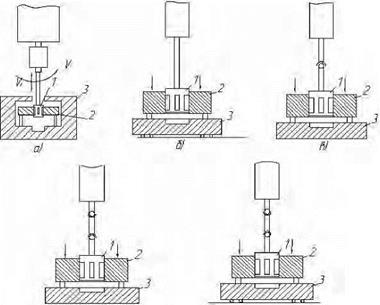
В соответствии с этим различают следующие схемы (рисунок 12.29).
 |
г) 3)
1 — хонинговальная головка; 2 — деталь; 3 — приспособление Рисунок 12.29 — Схемы хонингования
а) головку закрепляют жестко, а детали с приспособлением сообщают две степени свободы (схему применяют для деталей, у которых нижняя и верхняя плоскости параллельны друг другу, а ось обрабатываемого отверстия перпендикулярна плоскостям);
б) головка закрепляется жестко, и степень свободы детали увеличивают до четырех (обработка мелких и средних деталей);
в) головку закрепляют шарнирно, а деталь крепится жестко (крупногабаритные детали, блоки цилиндров, корпусные детали);
г) разновидность схемы в) применяется при несоосности оси шпинделя и отверстия более 0,05-0,08мм;
д) применяют при еще большей несоосности и поэтому сообщают детали дополнительные степени свободы.
В практике встречаются примеры хонингования конических и некруглых отверстий. Однако в этом случае лишь снижают шероховатость, но не повышает точности размеров, так как прижим брусков к обрабатываемой поверхности обеспечивается эластичным элементом.
Хонингуют методом охвата и наружные цилиндрические поверхности (поршневые кольца в пакете).