
В этом случае обрабатываемая деталь не закрепляется, а располагается между роликами 2, 3, 4 (рисунок 12.11), из которых ролик 2 является ведущим, а ролик 4 — прижимным. Деталь в процессе обработки вращается с окружной скоростью, равной окружной скорости ведущего ролика.
Применяется способ при обработке колец подшипников качения.
 |
Достигается точность обработки по 6-7 квалитету, а отклонения от концентричности и параллельности осей внутренней и наружной поверхности — в пределах 0,003 мм.
12.1.2 Шлифование плоских поверхностей деталей
Шлифование плоских поверхностей деталей выполняют периферией или торцом круга.
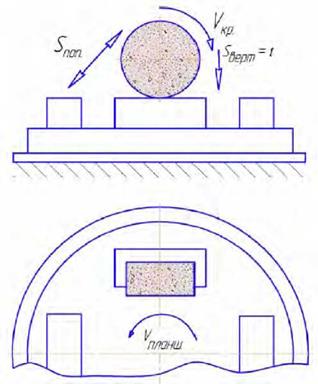
Шлифование периферией круга можно выполнять как с поперечной подачей (когда ширина обрабатываемой поверхности больше ширины круга), так и без таковой. Этот способ применяется при обработке плоскостей значительной ширины, например, поверхностей плит, столов, плоскостей разъема деталей и т. д. на станках продольного (рисунок 12.12) и карусельного типов (рисунок 12.13).
 |
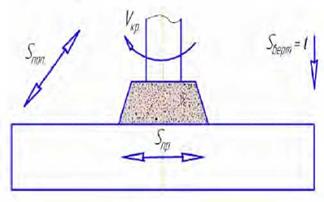
Аналогичные способы обработки применяются и при шлифовании торцом круга (рисунок 12.14). Необходимо отметить, что способы шлифования плоских поверхностей торцом круга являются более производительным по сравнению со шлифованием периферией круга. Объясняется это тем, что в процессе работы торцом круга с обрабатываемой поверхностью контактирует большая поверхность абразивного круга, а следовательно, в резании принимает участие большее количество абразивных зерен. При шлифовании торцом круга обычно используются круги тарельчатой или чашечной формы. При такой форме кругов в процессе обработки изнашивается только та их часть, которая находится в контакте с обрабатываемой поверхностью.
В этом случае облегчается процесс правки кругов, так как нет необходимости править всю их поверхность.
|
Рисунок 12.13 — Схема плоского шлифования периферией круга на станках карусельного типа |
|
Рисунок 12.14 — Схема плоского шлифования торцом круга |
Вместе с тем при выборе способа шлифования плоских поверхностей деталей необходимо иметь в виду, что шлифование периферий круга дает возможность получить более высокую точность. Кроме того, имеет место меньшее тепловыделение в зоне резания и, следовательно, меньшие тепловые деформации. Это обстоятельство особенно важно при шлифовании деталей, где нужно избежать возможного коробления и прижогов на поверхности.
Основные параметры плоского шлифования: скорость круга — от 25 до 50 м/с, скорость продольного перемещения — от 2 до 40 м/мин, глубина резания для чернового шлифования — от 0,02 до 0,08 мм, а для чистового — от 0,005 до 0,01 мм.
Точность размеров при плоском шлифовании достигает 6-9 квалитетов, а шероховатость — Ra = 2,5 — 0,08 мкм.