
Шлифование таких поверхностей производится на внутришлифовальных станках. Деталь в большинстве случаев закрепляется в патроне. Направление вращения шлифовального круга выбирается противоположным вращению детали. Диаметр шлифовального круга принимается равным 0,8-0,9 диаметра обрабатываемого отверстия. При диаметре обработки более 125 мм диаметр шлифовального круга выбирается равным 0,65-0,75 диаметра отверстия.
Внутреннее шлифование протекает в более сложных условиях, чем наружное.
Это объясняется рядом причин:
1) большая длина дуги и длительность контакта режущих зерен с обрабатываемой поверхностью увеличивают работу резания, совершаемую каждым из этих зерен, и температуру их нагрева, что приводит к снижению стойкости зерен и режущей способности круга.
2) меньшая жесткость шлифовального шпинделя из-за малых размеров круга повышает вероятность возникновения вибраций;
3) закрытая зона обработки и затрудненный доступ СОЖ снижают интенсивность ее охлаждения.
Вследствие этого допустимая глубина резания t (Snon) и продольная подача при этом виде обработки в два раза меньше, чем при наружном круглом шлифовании.
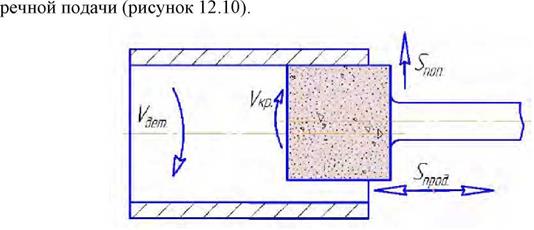
Шлифование в патроне с продольной подачей (рисунок 12.8) применяется при обработке сквозных и глухих отверстий большой длины. При чистовой окончательной обработке применяется многопроходное шлифование, при котором шлифовальный круг совершает возвратно-поступательное движение и движение поперечной подачи на каждый двойной ход. В конце обработки может производиться выхаживание без поперечной подачи.
Величина продольной подачи при предварительном шлифовании принимается равным (0,4-0,8)T, а при чистовом — (0,25-0,4)T. Поперечная подача на двойной ход принимается от 0,005 до 0,015 мм. Точность размеров при внутреннем шлифовании достигает 6-9 квалитетов, а шероховатость —
Ra = 2,5 — 0,32 мкм .
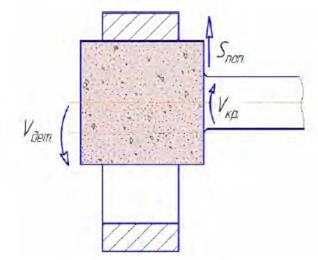
Шлифование в патроне с поперечной подачей (рисунок 12.9) применяется при небольшой длине деталей. В этом случае круг имеет только поперечную подачу. Способ применяется для обработки сквозных и глухих отверстий в деталях повышенной жесткости.
Шлифование отверстий с планетарным вращением шпинделя применяется для обработки отверстий в крупных и корпусных деталях. При этом шлифовальный круг совершает планетарное движение внутри обрабатываемого отверстия. Обработка может производиться методами продольной или попе-
|
Рисунок 12.8 — Схема шлифования отверстий в патроне с продольной подачей |
|
Рисунок 12.9 — Схема шлифования отверстий в патроне с поперечной подачей В процессе обработки заготовка остается неподвижной, шлифовальный круг вращается вокруг своей оси со скоростью от 25 до 50 м/с, а ось шлифо- |
вального круга совершает планетарное движение со скоростью от 40 до 60 м/мин.
 |
Шлифовальный шпиндель может совершать возвратно-поступательное движение вдоль оси изделия, и тогда продольная подача назначается в долях ширины круга. Поперечное врезание осуществляется кругом, при этом Snon = 0,008 — 0,05 мм на двойной ход круга.