
Бесцентровое шлифование применяется для обработки деталей типа валов в условиях крупносерийного и массового производства (рисунок 12.7).
Достоинством его является возможность автоматизации загрузки заготовок и подачи их на обработку, а также отсутствие необходимости в закреплении детали.
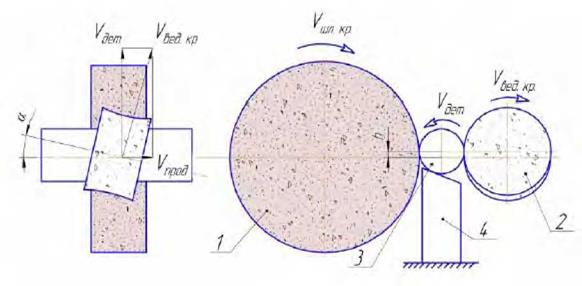
Деталь 3 помещается на опорном ноже 4 между ведущим кругом 2 и шлифующим кругом 1. Наличие скоса на ноже обеспечивает прижим детали к ведущему кругу. Ось обрабатываемого изделия выше оси кругов на величину h = (0,1 — 0,3)- Ddem. Рабочий круг вращается со скоростью шлифования
Vшл кр = 30 — 35 м / с, ведущий круг — со скоростью Уве$ кр = 15 — 30 м / мин.
Ведущий круг повернут относительно шлифующего круга на величину а = 1 — 5 .
В этом случае вектор скорости ведущего круга Veed кр раскладывается на составляющую Vdem, обеспечивающую вращение изделия, и составляющую Vnpod, обеспечивающую продольную подачу.
Величина скорости вращения детали Vdem, м/мин, определяется по формуле
Vдет = [2]eed. кр ‘ cosa■
|
Рисунок 12.7 — Бесцентровое шлифование Скорость продольной подачи Vnp0d, м/мин, определяется по формуле |
Поскольку с увеличением угла а увеличивается продольная подача, то он влияет на производительность. Однако, при его увеличении повышается шероховатость обработанной поверхности. Поэтому для черновой обработки значе — — 5 , а для чистовой — а = 1 — 2 .
Данный метод обеспечивает возможность получения размеров по 7 ква — литету точности с погрешностью формы не более 2,5 мкм и шероховатостью обработанной поверхности в пределах Ra = 0,32 — 0,16 мкм.