
Все характеристики абразивных инструментов указываются в его обозначении согласно ГОСТ Р 52781-2007, которое наносится обычно на торцевую (нерабочую) поверхность (рисунок 4.11)
|
|
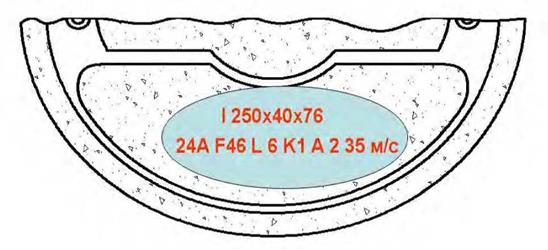
I — форма; 250 — наружный диаметр; 40 — высота круга;
76 — диаметр посадочного отверстия; 24 А — марка абразивного материала;
F46 — зернистость; L — твердость; 6 — № структуры; К1 — тип связки;
А — класс точности; 2 — класс неуравновешенности; 35 — рабочая скорость (м/с)
Рисунок 4.11 — Пример маркировки абразивного круга
Маркировка и условные обозначения шлифовальных кругов из
алмазов и из кубического нитрида бора (эльбора)
Круги маркируют в соответствии с требованиями ГОСТ Р 53923-2010.
|
Круг шлифовальный 1А1 300*40*127×4ЛКВ50 В 76 100 P V63 м/с ГОСТ Р 53923-2010 |
Пример условного обозначения круга из кубического нитрида бора типа 1А1 с наружным диаметром D = 300 мм, высотой Т= 40 мм, диаметром посадочного отверстия Н = 127 мм, толщиной слоя из кубического нитрида бора X = 4 мм, из порошка кубического нитрида бора марки ЛКВ50, зернистостью В76, с относительной концентрацией кубического нитрида бора 100, твердостью слоя из кубического нитрида бора Р, на керамической связке V, с предельной рабочей скоростью 63 м/с:
Пример условного обозначения алмазного круга типа 6А2Т, с наружным диаметром D = 200 мм, высотой Т = 18 мм, с резьбой крепежных элементов М8, из порошка синтетических алмазов марки АС6, зернистостью D54, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
|
Круг шлифовальный 6А2Т200*18*М8 АС6 D54 100 М40 м/с ГОСТ Р 53923-2010 |
Пример условного обозначения алмазного круга типа 14ЕЕ1 с наружным диаметром D = 200 мм, высотой Т = 10 мм, диаметром посадочного отверстия Н = 50,8 мм, толщиной алмазоносного слоя X = 6 мм, с углом рабочей части а = 45°, из порошка синтетических алмазов марки АС6, зернистостью D64, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 40 м/с:
|
Круг шлифовальный 14ЕЕ1 200x10x50,8*6×45° АС6 D64 50 М40 м/с ГОСТ Р 53923-2010 |
Пример условного обозначения алмазного круга типа 1FF1 с наружным диаметром D = 150 мм, высотой Т = 20 мм, диаметром посадочного отверстия Н = 32 мм, толщиной алмазоносного слоя Х= 6 мм, с радиусом рабочей части R= 10 мм, из порошка синтетических алмазов марки АС6, зернистостью D64, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 40 м/с:
|
Круг шлифовальный 1FF1150*20*32×6*10 АС6 D64 50 М 40 м/с ГОСТ Р 53923-2010 |
Пример условного обозначения алмазного круга типа 2А2 с наружным диаметром D = 125 мм, шириной алмазоносного слоя W = 6 мм, из порошка синтетических алмазов марки АС6, зернистостью D54, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
|
Круг шлифовальный 2А2 125*6 АС6 D54 100 М40м/с |
Пример условного обозначения алмазного круга типа 12А2-45° с наружным диаметром D = 150 мм, высотой Т = 40 мм, диаметром посадочного отверстия Н = 32 мм, шириной алмазоносного слоя W = 15 мм, толщиной алмазоносного слоя X = 3,2 мм, из порошка синтетических алмазов марки АС6, зернисто-
стью D64, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
|
Круг шлифовальный 12A2-45° 150×40*32x15x3,2 АС6 D64 100 М40 м/с ГОСТ Р 53923-2010 |
Контрольные вопросы и задания
1 На какие виды обработки подразделяется абразивно-алмазная обработка?
2 Какие параметры точности и шероховатости реализуются при шлифовании?
3 Какие особенности характерны для процессов алмазно-абразивной обработки?
4 Перечислите естественные и искусственные абразивные материалы, назовите области их применения.
5 Какие параметры входят в характеристику абразивного инструмента?
6 Перечислите виды связок и области их применения.
7 Перечислите виды связок, применяемых при изготовлении алмазных кругов, и назовите области их применения.
8 Дайте определение зернистости абразивных порошков.
9 Перечислите марки порошков из синтетических алмазов.
10 У какой из приведенных марок (АС4, АС32) выше прочность?
11 Дайте определение зернистости алмазных порошков.
12 Назовите области применения различных марок синтетических алмазов.
13 Дайте определение структуры абразивных кругов.
14 Дайте определение твердости абразивных инструментов.
15 Перечислите формы шлифовальных кругов и области их применения.
16 Дайте понятие концентрации алмазов.
17 Какие размеры характеризуют конструкцию алмазного круга?
18 Как классифицируются алмазные круги в зависимости от формы сечения и расположения алмазоносного слоя и модификации корпуса?
19 Какие параметры включаются в условное обозначение алмазного круга?
20 Какие параметры включаются в условное обозначение абразивного круга?

Кинематику микрорезания (резание отдельным зерном) необходимо знать для установления важнейших уравнений шлифования: траектории микрорезания шлифующим зерном; длины контакта зерна с деталью; суммарной толщины снимаемого слоя; толщины слоя, снимаемого одним зерном, и др.
Решение этих уравнений или их анализ дает возможность сравнить эффективность различных методов шлифования и выбрать направление дальнейшего повышения производительности процесса.