
1 Пескоструйный метод. Метод распространяется на абразивные инструменты на керамических и вулканитовых связках зернистостями F36 — F220 по ГОСТ Р 52381 и М63-М5 по ГОСТ 3647.
По этому методу твердость контролируется по глубине лунки, образующейся на поверхности, например, шлифовального круга, струей кварцевого песка, выбрасываемого под заданным давлением (0,05 МПа для кругов твердостью L и ниже, 0,15 МПа — выше L) из сопла пескоструйного твердомера (рисунок 4.4). Чем мягче круг, тем большей глубины образуется лунка (таблица 4.15).
 Главным узлом пескоструйного твердомера является измерительная головка, состоящая из воздушной 4 и песочной 8 камер. При нижнем положении клапана 5 песок из резервуара 7 поступает в песочную камеру 8 и заполняет ее.
Главным узлом пескоструйного твердомера является измерительная головка, состоящая из воздушной 4 и песочной 8 камер. При нижнем положении клапана 5 песок из резервуара 7 поступает в песочную камеру 8 и заполняет ее.
При работе твердомера клапан 5 поднимается и верхней своей фаской перекрывает доступ песка из резервуара, одновременно открывается доступ песка из песочной камеры в коническое сопло 10, а из него в сопло 2. Сжатый воздух, поступающий из патрубков, заполняет воздушную камеру 4 и через зазор между соплами 9 и 10 попадает в сопло 2, далее на поверхность абразивного инструмента 11. Струя воздуха увлекает за собой песок из песочной камеры и образует на торце инструмента лунку. Измерительная игла 3 опускается на дно лунки, по шкале 6 измеряется ее глубина и по переводной таблице определяется степень твердости инструмента (таблица 4.15).
 |
2 Ультразвуковой метод*. Вторым (более современным) способом является определение твердости с помощью приборов типа «Звук» (рисунок 4.5), измеряющих скорость распространения C} упругих колебаний в теле шлифо
вального круга. Этот параметр связан с модулем упругости E и плотностью ри ин
ГЕ
![]()
![]() струмента следующей зависимостью: C
струмента следующей зависимостью: C
согласно ГОСТ 52710-2007 в звуковых индексах (ЗИ), маркируется на изделии.
19 до 75. Звуковые индексы в зависимости от интервала значений приведенной скорости распространения акустических волн определяют по таблице 4.16.
|
Таблица 4.16 — Звуковые индексы в зависимости от интервала значений приведенной скорости распространения акустических волн_______________
|
|
41 |
” 4000 |
м |
4200 |
|
43 |
” 4200 |
м |
4400 |
|
45 |
” 4400 |
м |
4600 |
|
47 |
” 4600 |
м |
4800 |
|
49 |
” 4800 |
м |
5000 |
|
51 |
” 5000 |
м |
5200 |
|
53 |
” 5200 |
м |
5400 |
|
55 |
” 5400 |
м |
5600 |
|
57 |
” 5600 |
м |
5800 |
|
59 |
” 5800 |
м |
6000 |
|
61 |
” 6000 |
м |
6200 |
|
63 |
” 6200 |
м |
6400 |
|
65 |
” 6400 |
м |
6600 |
|
67 |
” 6600 |
м |
6800 |
|
69 |
” 6800 |
м |
7000 |
|
71 |
” 7000 |
м |
7200 |
|
73 |
” 7200 |
м |
7400 |
|
75 |
” 7400 |
м |
7600 |
|
Между ЗИ по настоящему стандарту и обозначениями твердости абразивного инструмента по ГОСТ Р 52587-2006 существует соответствие. Например, для кругов из электрокорундовых материалов зернистостями выше F150 степени твердости L соответствует ЗИ 49 (таблица 4.17) . |
|
Таблица 4.17- Ориентировочное соответствие звуковых индексов по настоящему стандарту обозначениям твердости абразивного инструмента
|
|
Н |
35; 37 |
— |
33; 35 |
33; 35 |
||
|
I |
39; 41 |
47; 49 |
37; 39 |
35; 37 |
||
|
J |
41; 43 |
51; 53 |
41; 43 |
39; 41 |
||
|
К |
45; 47 |
55 |
43; 45 |
41; 43 |
19; 21 |
|
|
L |
49 |
57 |
45; 47 |
43; 45 |
||
|
М |
51 |
59 |
49 |
45; 47 |
31 |
23; 25 |
|
N |
53 |
49; 51 |
47; 49 |
33 |
||
|
О |
55 |
61 |
51; 53 |
49 |
35 |
27; 29; 31 |
|
Р |
57 |
53 |
51 |
|||
|
Q |
59 |
63 |
55 |
53 |
37 |
|
|
R |
61 |
55; 57 |
33; 35 |
|||
|
S |
57 |
39 |
||||
|
T, U |
63 |
|||||
|
V, W, X, Y, Z |
— |
41 |
|
* Предусмотрен ГОСТ Р 52710-2007. Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн |
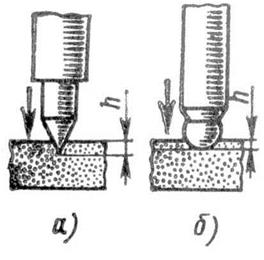
3 Измерение твердости методом вдавливания шарика, конуса или цилиндра. Твердость шлифовальных кругов и брусков высотой менее 8 мм на керамических и вулканитовых связках зернистостями F100 — F220 по ГОСТ Р 52381 и М63-М5 по ГОСТ 3647 контролируют на приборе «Роквелла» (ГОСТ 23677-79) по величине глубины отпечатка, образующегося от вдавливания в тело инструмента, твердосплавного конуса (рисунок 4.6 а) или стального шарика (рисунок 4.6 б). В соответствии с полученными измерениями по ГОСТ Р 52587-2006 устанавливают степени твердости инструментов.
Твердость эльборовых кругов на керамической связке регламентируется ГОСТ 24106-80*Е. Ее определяют также на модернизированном приборе «Роквелла».
|
|
 О)
О)
а, б — схема определения твердости шлифовального круга;
в — прибор «Роквелла»
Рисунок 4.6 — Прибор «Роквелла» Примечание. Алмазные круги по твердости не разделяют.