
Абразивные круги изготавливают разных форм и размеров, выбор которых обусловлен конфигурацией и размерами обрабатываемой детали, требованиями к результатам обработки, характером технологической операции, типом и размером оборудования. Типаж шлифовального инструмента общего назначения регламентирован государственными стандартами.
ГОСТ Р 52781-2007 предусматривает большое их разнообразие, однако наиболее широко используются типы и размеры абразивных инструментов, приведенные в таблице 4.1.
Выпускаются также и нестандартные инструменты специального назначения.
 |
|||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|
||||||||||||||
|
|||||||||||||||
|
|
||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|
||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|
||
|
|||
|
|||
|
|||
 |
|||
|
|||
|
|||
|
|
||
|
|||
|
|
||
|
|
Тип шлифовального круга |
Назначение |
|
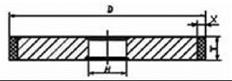
Плоские прямого профиля (1) |
Универсальное применение. Наиболее распространенные виды шлифования в зависимости от диаметра круга, мм: до 150 — внутреннее шлифование 150 — 500 — заточка инструментов 250 — 1100 — круглое наружное шлифование 250 — 600 — бесцентровое шлифование 200 — 450 — плоское шлифование периферией круга 150 — 600 — ручное обдирочное шлифование 100 — 500 — резьбошлифрвание |
|
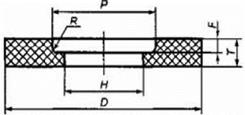
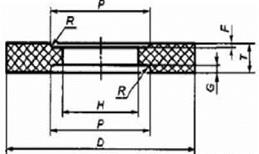
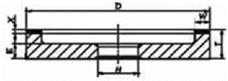
Плоские с выточкой (5, 7, 23, 26) |
Универсальное применение подобно кругам типа 1. Назначение выточек: обеспечить доступ круга к обрабатываемой заготовке и возможность одновременного шлифования цилиндрических и торцевых поверхностей («в упор»); уменьшить площадь соприкосновения торцовой поверхности круга при обработке буртов, фланцев (23) |
|
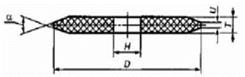
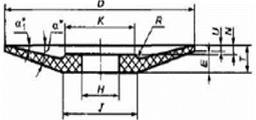
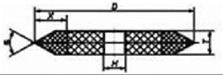
С коническим профилем (3, 4) |
Резьбошлифование, шлицешлифование, зубошлифование (40; заточка некоторых видов многолезвийного инструмента (3) |
|
Кольцевые (2) |
Плоское шлифование торцем круга (крепление круга — на планшайбе с помощью цементирующих веществ) |
|
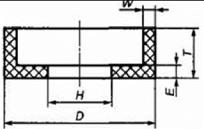
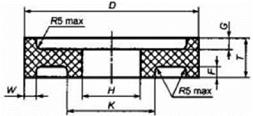
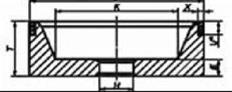
Чашечные цилиндрические (6) |
Заточка и доводка лезвийных инструментов; внутреннее и плоское шлифование |
|
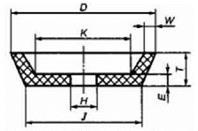
Чашечные конические (11) |
Заточка и доводка лезвийных инструментов; внутреннее и плоское шлифование |
|
Тарельчатые (12, 14) |
Заточка и доводка многолезвийных инструментов; зубошлифование; шлифование труднодоступных мест |
Алмазные и эльборовые шлифовальные круги классифицируют по ГОСТ 24747-90. В зависимости от формы сечения и расположения алмазо — и эльборо — содержащего слоя, а также от модификации корпуса устанавливают обозначения форм кругов. Первые две или одна цифра (с 1-й по 15-ю) в обозначении характеризуют форму сечения корпуса (таблица 4.3).
Следующие две или одна буквы (А, АН, В, С, СН, D, DD. Е, ЕЕ, F, FF, G, GG, Н, J, L, LL, M, P, Q, QQ, R, S, V, Y, U) характеризуют форму сечения абразивосодержащего слоя (таблица 1.16); последующие два или один цифровой и буквенный индексы (1, 1P, 1R, 1V, 1X, 2, 3, 4, 4V, 4Х, 5, 5V, 5Х. 6, 6V, 6Х, 7, 8, 9, 10) обозначают расположение абразивосодержащего слоя на корпусе (таблица 1.20), а следующие за ними (В, С, Н, Т, М) — модификацию корпуса (при маркировке индексы модификации корпуса можно опускать).
|
Обозна чение |
Форма сечения корпуса |
Название |
||||
|
1 |
ЛХЧЛЛЛ |
плоский круг без выточек. D/H >1.8 |
||||
|
2 |
4NN1 : W, ^ : ^ |
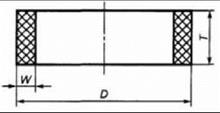
кольцо. D/H < 1.8 |
||||
|
3 |
&S |
плоский круг с односторонним рельєфом |
||||
|
4 |
плоский круг, конусообразный с одной стороны |
|||||
|
б |
^ |
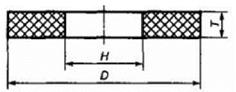
плоский круг, с выточкой с одной стороны |
||||
|
! L4xX^ |
||||||
|
9 |
■■-.’■■■’■I ! KV |
плоский круг, с выточкой с обеих сторон |
||||
|
. № |
||||||
|
11 |
^ 4 |
чашечный круг 45° < а < 90° |
||||
|
s^i—ілчччУ |
||||||
|
12 |
‘V, |
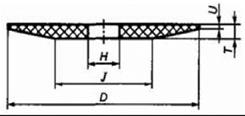
чашечный круг а < 45° |
||||
|
14 |
|ч\\ч |
плоский круг с двухсторонним рельєфом |
Введенный с 01.01.2012 г. ГОСТ Р 53923-2010 «Круги алмазные и из кубического нитрида бора (эльбора) шлифовальные. Технические условия» предусматривает следующую классификацию алмазных кругов:
— 1А1, 14А1, 1А8, 14U1, 6A2, 9A3, 6A2T, 1A2T — плоские;
— 14ЕЕ1, 1ЕЕ1, 1Е1, №6Q, 1V1, 1R1 — угловые;
— 1FF1, 1F1 — радиусные;
— 2A2 — кольцевые;
— 6А9 — чашечные цилиндрические;
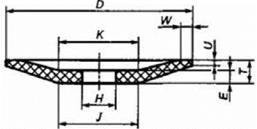
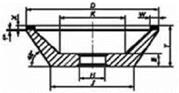
— 12А2-450, 12V5-450, 12B2, 11V9, 11A2 — чашечные конические;
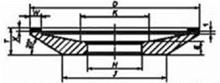
— 12А2-200, 12V5-200, 12D9, 12R4, 4V9, 12R9 — тарельчатые.
Формы и размеры наиболее часто применяемых кругов приведены в таблице 4.6.
 |
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|


4.1 Материал зерна и связки
Сведения о материалах абразивных зерен и связок, используемых для изготовления шлифовальных инструментов, изложены выше в соответствующих разделах.