
Эубохоймвговавие — метод окончательной обработки боковых поверхностей вубьев шестерен специальным инструментом — зубчатым хоном.:
Встречается также наименование этого метода как абразивное шевингование (так как кинематическая схема процесса аналогична шевингование)» а инструмент называют абразивным шевером.
![]()
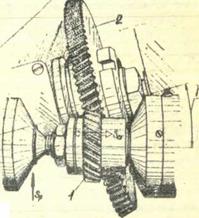 Схема процесса представлена на рис.35. Обрабатываемая деталь (зубчатое колесо) I находится в зацеплении с инструментом 2, обра — вуя зубчатую передачу со скрещивающимися осями,, Процесс сопровожу дается врещонаом (обкатыванием) детали в * истцу менте, причем мистру — мент вращает деталь, а последней сообщается также >севое возвратно-поступательное движение (продольная подача^*,), способствующее равномерному съему припуска по . всей длине зуба. Для создания требуемого удельного давления в воне обработки в кинематической цепи предусмотрено вертикальное перемещение обрабатываемой детали — радиальная подача 9р. Для обработки обеих боковых поверхностей вуба инструменту^ сообщается’ попе оемянно вращение в одном и другом направлениях — после окончания каждого осевого перемещения стола.
Схема процесса представлена на рис.35. Обрабатываемая деталь (зубчатое колесо) I находится в зацеплении с инструментом 2, обра — вуя зубчатую передачу со скрещивающимися осями,, Процесс сопровожу дается врещонаом (обкатыванием) детали в * истцу менте, причем мистру — мент вращает деталь, а последней сообщается также >севое возвратно-поступательное движение (продольная подача^*,), способствующее равномерному съему припуска по . всей длине зуба. Для создания требуемого удельного давления в воне обработки в кинематической цепи предусмотрено вертикальное перемещение обрабатываемой детали — радиальная подача 9р. Для обработки обеих боковых поверхностей вуба инструменту^ сообщается’ попе оемянно вращение в одном и другом направлениях — после окончания каждого осевого перемещения стола.
Инструмент и деталь устанавливаются под углом скрещивания, равным 15-18°. Кроцесс сопровождается обильной подачей СОХ.
Инструмент изготавливается цельным или составным в виде прямоугольного или косовубого зубчат го колеса И8 абраайва (обычно карбид кремния зеленый — К8 — ва органической связке), или алмавным на металлической основе и представляет собой зубчатое колесо, состоящее иэ стальной ступицы, метадло- кераиячвекого корпуса и тонкого (-~1 мм) алмазного сиоя^ расположенного вдоль звольнентных поверхностей аубьев. Инструменты с модулем до 2,5 и свыше 5 мм изготавливают без tfpo«e*y точного металлокерамического корпуса, с закреплением алмазоносного слоя непосредственно на стальной зубчаты* корпус. К основным параметрам процесса относятся скорость вращения инструмента К и детвли, усилив пряжи — иа Рв зоне их контакта, характеристика инструменте Гяеокистость. С. ктосП ««косое*»™., V. „остамеет 7-Ю «/о. В. р».сто«. го алмазного инструмента 63/эО.
Величина снимаемого припуска с боковых поверхностей зубьев составляет от 0,005- 0,01 до 0,02-0,5 іш на сторону. Зубохонингоаание
![]() $ОШ, При втум достигается удаление вау сенцев и ваб И gt3 мм, опирается колебание мажиентрового расстояния за оборот колеса (в средней точнооть по атому паранетру повышается на 20%); уменьшается погрешность направления зубьев, а также основного шага и профиля. Продолжительность вубохоиинговянип колес составляет в среднем 30-90 с.
$ОШ, При втум достигается удаление вау сенцев и ваб И gt3 мм, опирается колебание мажиентрового расстояния за оборот колеса (в средней точнооть по атому паранетру повышается на 20%); уменьшается погрешность направления зубьев, а также основного шага и профиля. Продолжительность вубохоиинговянип колес составляет в среднем 30-90 с.
Процесс осуществляется как на специальных аубохонинговальных, так и на модернизированных шевинговалышх станках.
Наиболее широкое распространение зубохонингомвие находит в уо — довиях массового производства (ьвтотрайторостроваве) и реже — серийного.