
Смазочно-охлаждающие жидкости (СОЖ). Предназначены СОЖ для образования в зоне шлифования защитных пленок, препятствующих непосредственному контакту абразивных зерен с обрабатываемой поверхностью, предотвращающих адгезионный и диффузионный износ и снижающих трение; для удаления из зоны резания отходов шлифования, для уменьшения теплообразования и интенсификации отвода тепла; для снижения параметра шероховатости обработанной поверхности и повышения точности обработки.
В качестве СОЖ применяют три группы рабочих жидкостей.
1. Шлифовальные масла. Минерально-жировые смеси эффективны при шлифовании резьб и профилей зубьев и т. п. При обдирочном шлифовании применяют осерненные и хлорированные шлифовальные масла. С увеличением содержания серы в масле повышается работоспособность инструмента, снижается энергоемкость и высота микронеровностей на шлифованной поверхности. Недостатком применения шлифовального масла по сравнению с применением эмульсии является необходимость отсоса газов и промывки деталей.
2. Шлифовальные эмульсии. В их состав входят минеральное масло (или его смесь с жирами), вода, эмульгатор, стабилизирующая смазка, ингибитор коррозии, бактерицидный агент. Эмульгатор — это мыла жирных нафтеновых кислот и сульфокислот, соли аминов. Связующим агентом, обусловливающим взаимную совместимость основных компонентов, служит гликоль или его эфиры.
3. Водные растворы. Ингибиторы коррозии — это нитриты, хро — маты, фосфаты металлов, этаиоламины, их соли с жирными кислотами. Присутствие фосфатов и соды одновременно улучшает смачивающую способность раствора. Смазочные свойства сообщаются триэтиленгликолем. Бактерицидные присадки — это продукты фенольного типа на основе аммониевых и иитросоединений. Для предотвращения ценообразования добавляют кремиийорганические полимеры.
Эффективность смазочного действия СОЖ определяется оптимальным сочетанием смазочных свойств и хорошего смачивания поверхности металла и круга. Моющее действие СОЖ выражается в предотвращении налипания отходов шлифования иа поверхности круга и зависит от способа ее подвода. Поток СОЖ должен обладать запасом кинетической энергии, достаточным для очистки поверхности круга. Эффективность охлаждающего действия СОЖ повышается с увеличением скорости относительного перемещения потока охлаждающей жидкости и охлаждаемого объекта.
Для легированных сталей лучше применять эмульсии на основе эмульсола «Аквол-2» или НГЛ-205. При шлифовании титановых сплавов лучшие результаты получаются с применением 2 %-ного раствора эмульсола «Укринол», а жаропрочных сплавов 2—5 %-ного раствора эмульсола «Укринол-1».
Способы подвода рабочей жидкости. Известно несколько способов подвода СОЖ. Смазочно-охлаждающие жидкости подают свободно падающей непрерывной и обильной струей. Чем больше площадь соприкосновения деталей с кругом, тверже обрабатываемый материал и выше скорость круга, тем обильнее должно быть охлаждение. Угол наклона насадки для подачи СОЖ влияет на результаты шлифования. Лучшие результаты достигаются при угле наклона 75° по отношению к горизонтальной плоскости. В целях повышения эффективности СОЖ ее следует подавать до зоны контакта круга с обрабатываемой поверхностью, при этом окружная скорость круга способствует ускорению подачи жидкости в зону шлифования.
При силовом шлифовании с большой производительностью СОЖ подается в зону шлифования под давлением 0,4—1,0 МПа и в количестве до 10 л/мин иа 1 кВт мощности привода станка. Применяются насадки высокого давления, которые совершают осциллирующее движение вдоль образующей круга. При таком способе подвода СОЖ интенсифицируется охлаждение, увеличивается срок службы круга и снижается шероховатость обработанной поверхности. Разновидностью такого способа подвода СОЖ является подача жидкости под давлением на рабочую поверхность круга вне зоны шлифования. В зависимости от их расположения струей СОЖ можно смазывать и очищать как цилиндрическую поверхность кругов, так и их торцы, что имеет значение при шлифовании шеек коленчатых валов.
г
|
Рис. 37. Насадки высокого давления для подачи СОЖ на рабочую поверхность круга с помощью вращающихся сопл: а — общий вид сопла с приводом; б — сопла, приводимые во вращение реакцией струи жидкости |
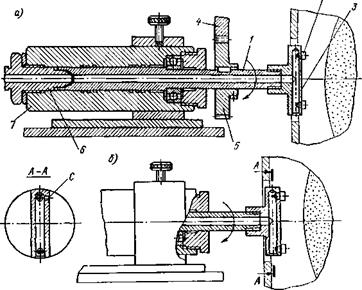
На рис. 37 даны схемы струйно-напорного способа подачи СОЖ при наружном круглом шлифовании. Так как подача жидкости в распыленном состоянии сопровождается обдувом сжатым воздухом, то улучшается удаление стружек и продуктов износа абразивного инструмента из зоны резания. СОЖ поступает от насека высокого давлення в осевой канал полого вала /, затем через сменные жиклеры 2, ввернутые в сопло 3, на поверхность круга. Сопло приводится во вращение или электродвигателем через зубчатую передачу 4 н 5, или реакцией струн жидкости, вытекающей под давлением из одного или нескольких тангенциальных отверстий. В этой конструкции отсутствуют сальники, так как утечка СОЖ предотвращается за счет дросселирования жидкости в малых зазорах между вращающимся валом / и штуцером 6, валом / и корпусом 7.
В Ульяновском политехническом институте разработан гидро — аэродинамический способ подачи СОЖ. Сущность его состоит в том,
что кинетическая энергия воздушных потоков, создаваемых шлифовальным круюм, используется для повышения скорости движения потока СОЖ при ее подходе к зоне шлифования. С помощью специального устройства (рис. 38) поток СОЖ направляется на рабочую поверхность круга, очищая ее от налипания металла и отходов шлифования, а затем в зону шлифования.
Влияние ультразвуковых колебаний. Эффективность СОЖ можно повысить, передавая через нее ультразвуковые колебания на круг. Источником ультразвуковых колебаний в диапазоне 20—40 кГц
 является магнитострик — циопный преобразователь. К торцу ультразвукового концентратора крепят алюминиевую насадку, являющуюся составной частью трубопровода. Поток охлаждающей жидкости через насадку подается на шлифовальный круг. Ультразвук через рабочую жидкость воздействует на частицы металла, срывая их с поверхности круга, и СОЖ уносит их в своем потоке. Облегчается также удаление стружки из пор, что объясняется ослаблением связи между стружкой и кругом. Применение ультразвука снижает выделение тепла, увеличивает период стойкости круга и улучшает качество обработки, что особенно эффективно при обработке жаропрочных сталей и вязких металлов и при применении дорогостоящих алмазных кругов.
является магнитострик — циопный преобразователь. К торцу ультразвукового концентратора крепят алюминиевую насадку, являющуюся составной частью трубопровода. Поток охлаждающей жидкости через насадку подается на шлифовальный круг. Ультразвук через рабочую жидкость воздействует на частицы металла, срывая их с поверхности круга, и СОЖ уносит их в своем потоке. Облегчается также удаление стружки из пор, что объясняется ослаблением связи между стружкой и кругом. Применение ультразвука снижает выделение тепла, увеличивает период стойкости круга и улучшает качество обработки, что особенно эффективно при обработке жаропрочных сталей и вязких металлов и при применении дорогостоящих алмазных кругов.
Для очистки рабочей поверхности круга возможно применение не только акустической, но и гидравлической кавитации. При этом отпадает необходимость в дорогостоящем источнике ультразвуковой энергии.
Очистка СОЖ. Для обеспечения высокого качества обработанной поверхности и повышения стойкости кругов большое значение имеет очистка СОЖ от отходов абразива и стружки. Для тонкой очистки СОЖ применяют магнитные сепараторы. Более тонкую очистку производят на комбинированных установках, в которых используется фильтровальная бумага. Охлаждающая жидкость, прошедшая предварительную очистку в магнитном сепараторе, стекает на фильтровальную бумагу и далее поступает в бак. Над резервуаром расположен поплавок. Пока фильтровальная бумага пропускает всю жидкость, поплавок находится в нижнем положении; при засорении фильтровальной бумаги уровень жидкости над ней повышается, поплавок поднимается и воздействует через тягу на конечный выклю
чатель, который включает электродвигатель перемещения транспортера для подачи нового чистого участка фильтровальной бумаги.
Для тонкой очистки применяют также гидроциклоны, отличительной особенностью которых являются компактность и простота конструкции, высокая производительность и надежность. Гидроциклоны применяют в станках классов точности Н, П, В и А при подаче СОЖ под давлением.