
2. Виды погрешностей и способы получения заданных размеров
Чертеж детали является исходным документом, определяющим требования к размерам и качеству ее изготовления. На чертеже указываются наименование обрабатываемой детали, материал и вид заготовки, размеры и допустимые отклонения, точность геометрической формы, шероховатость обработанной поверхности, вид термической обработки и пр. Технические требования — предельные отклонения формы и расположения поверхностей задаются на чертеже условными обозначениями или текстом в соответствии с стандартом СТ СЭВ 301—76.
Операционные эскизы — технологический документ, предназначенный для рабочего и контролера. На эскизе указываются поверхности обработки, размеры и технические требования, которые должны быть выдержаны при выполнении операции. Эскиз фиксирует внимание рабочего на технических требованиях, предъявляемых при выполнении операции. Обрабатываемые поверхности выделяют увеличением толщины линий, размеры проставляют только те, которые должны быть получены после окончания операции.
Технологическая система — система, включающая в себя в общем случае технологическую машину, приспособление, инструмент с несущими элементами и обрабатываемую заготовку, и подготовленная к выполнению технологической операции. Проектирование технологического процесса — разработка технологических документов, определяющих характер и последовательность всех составных частей технологического процесса изготовления и контроля детали и методов их осуществления.
Степень приближения размеров, формы и расположения обработанных поверхностей к значениям, заданным, в чертеже, характеризует точность обработки. При контроле точности обработки различают точность размеров, формы и расположения поверхностей.
Отклонением профиля цилиндрической поверхности в поперечном сечении является некруглость, т. е. наибольшее расстояние б от точек реального профиля до прилегающей окружности. Отклонение от цилиндричности — наибольшее расстояние б от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка. Погрешность формы в поперечном сечении — некруглость — вызывается погрешностями установки, т. е. неточностью выполнения центровых отверстий детали и центров станка, неполным прилега-
ниєм центровых отверстий к центрам, непостоянством положения оси вращения шпинделя, некруглостью шеек шпинделя и копированием погрешностей заготовки вследствие деформаций упругой системы от действия силы резания.
 |
Погрешности формы в продольном сечении (иецилиндричность) возникают главным образом в результате иепрямолинейностн продольного движения стола, непараллельности его перемещений, по
отношению к оси вращения детали, неточности наладки станка, смещения пииоли задней бабки, несоосности расположения центров, а также от силовых и тепловых деформаций системы и неравномерности припуска.
Для установления характера и оценки отклонений поверхности от правильной формы необходимо измерение текущих значений радиусов-векторов от. центра фигуры, совмещенной с осью вращения специального измерительного прибора — макропрофилографа. Результаты показаний прибора записываются на контурограмме (рис. 8). Размер радиусов-векторов отсчитывается от центра вращения и фиксируется на бумажном диске. Запись отклонений в зависимости от их значений производится с увеличением до 10 000 раз. Завод «Калибр» выпускает микропрофилографы модели 218 с точ
ностью до 0,1 мкм. Прибор модели 218 имеет шпиндель, вращающийся на опорах качения, и электромеханическую измерительную схему (рис. 9). На литой чугунной станине / помещается горизонтальный стол 3 и панель управления 2. На задней стенке станины имеются вертикальные направляющие, но которым перемещаются колонна 8, несущая шпиндельную головку 6 со шпинделем 5 и закрепленным на нем датчиком 4. На передней стенке шпиндельной головки располагается записывающий прибор 7. С помощью электромеханического привода колонна может перемещаться вверх
и вниз со скоростью
![]()
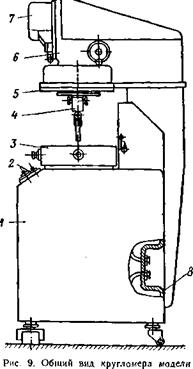 100 мм/мин (установочное перемещение) или со скоростью 60 мм/мин (в тех случаях, когда нужно установить измерительный наконечник щупа датчика в строго определенное положение относительно измеряемой детали).
100 мм/мин (установочное перемещение) или со скоростью 60 мм/мин (в тех случаях, когда нужно установить измерительный наконечник щупа датчика в строго определенное положение относительно измеряемой детали).
Стол предназначен для установки измеряемой детали, а также ее центрирования и может перемещаться в двух взаимно перпендикулярных направлениях на ±3 мм двумя планетарновинтовыми механизмами. В шпиндельной головке помещаются шпиндель, электродвигатель и коробка передач. Диск записывающего прибора вращается синхронно со шпинделем, выполненным в виде призматической кольцевой опоры качения и обеспечивающим круговое движение датчика с погрешностью менее 0,1 мкм. Опора состоит из двух дисков, в каждом из которых имеется кольцевая канавка и комплект шариков, размещенных в этих канавках.
![]() Пределы измерения по диаметру, мм…………………………………………. 3—300
Пределы измерения по диаметру, мм…………………………………………. 3—300
Высота, мм……………………………………………………………… 400
Увеличение……………………………………………………… . 250—10 000
Погрешности измерения, мкм……………………………………….. 0,1
при центрировании…………………………………………………………. 15
» измерении………………………………………………………………. 1,5
Форма измерительного наконечника……………………………………… Сфера
Радиус закруглении наконечника, мм…………………………………….. 1.25
Измерительное усилие, И…………………………………………….. До 0,12
Запись результатов измерения производится в полярной системе координат на бумажном диске.
При изготовлении осей, валов или других длинных цилиндрических детален с применением широких шлифовальных кругов нз-за неравномерного нагрева опор шпинделей получаются погрешности в виде нецнлиндричности.
|
Рис. 10. Устройство для автоматического регулирования цилиндричности детали |
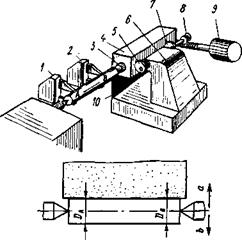
В станках новой конструкции предусмотрено устройство для автоматического регулирования цилиндричности детали. Это устройство включает в себя измерительную и управляющую части (рис. 10). Измерительная часть имеет две головки 1, 2, измеряющие деталь в двух сечениях по возможности по краям детали. На основе измерения подается команда. Управляющее устройство состоит из шагового электродвигателя 9, который через червячную пару 8 и два эксцентрика 5 и 7, помещающиеся на одном валу в корпусе 6, воздействует на корпус пиноли 3 задней бабки 4. Корпус пиноли закрепляется на стальной пластине 10 — пружине, которая под воздействием эксцентриков может отжиматься и компенсировать возникающую нецилиндричность. Шаговый электродвигатель делает за один оборот шесть шагов и эксцентрики поворачиваются на известный угол для компенсации нецилиндричности.
Преимущество пружинного устройства в том, что оно работает без потерь на трение, является беззазорным механизмом и позволяет перемещать корпус пиноли задней бабки в обе стороны.
В практике машиностроения ворочаются сопряжения с заданным зазором в несколько микрометров, например при сопряжении плунжерных пар, пневматических н гидравлических устройств и др. Получение указанных зазоров требует выполнения детали с высокой точностью, что достигается с применением этого приспособления
Точность выполнения размеров и формы при шлифовании зависит от технических факторов: способа получения заданных размеров, износа круга, установки детали при обработке, постоянства положения оси вращения станочного шпинделя, плавности малых перемещений, силовых деформаций и жесткости системы, тепловых деформаций, погрешностей предварительной обработки, точности станка и др.
Получение заданных размеров при обработке может осуществляться пробными проходами, автоматическим получением размера при работе до упора или с применением измерительно-управляю — щих устройств.
При получении размеров пробными прбходами станок настраивается на окончательный размер при обработке каждой заготовки. Потери времени на измерение и пробные проходы при изготовлении повторяющихся деталей ограничивает применение этого метода.
На точность выполнения размера при работе до жесткого упора влияютизнос круга и алмаза, изменение режущей способности круга, тепловые и силовые деформации станка и обрабатываемой заготовки. При работе до упора можно обеспечить точность обработки по квалитетам 7 и 8. Для повышения чувствительности и точности отсчета размеров в некоторых станках предусмотрен электрический упор, который позволяет осуществить обработку по квалитетам 6 и 7.
При автоматическом получении заданных размеров находят применение устройства для измерения заготовок в процессе обработки. При этом исключается влияние деформации детали, износа круга, тепловые и силовые деформации. Дальнейшим развитием являются измерительно-управляющие устройства, устройства измерения погрешностей после обработки, позволяющие на основе измерений активно воздействовать на перемещения исполнительных органов станка.
При работе до упора на точность выполнения размеров влияет износ круга. В тех случаях, когда размерная стойкость круга ниже периода его стойкости по режущей способности, возникает необходимость в специальных устройствах для компенсации размерного износа круга. К таким устройствам можно отнести подналадчики, представляющие собой измерительно-управляющие устройства, которые, воздействуя на исполнительный механизм станка, изменяют относительное положение круга, когда размер детали выходит за заданные границы внутри поля допуска. Роль подналадчика заключается в том, чтобы перемещать положение центра группирования размеров в установленное при первичной наладке положение. Для автоматической компенсации износа круга иногда используют устройства, осуществляющие правку круга.