
Исследования микротвердости образцов показали (рис. 5.13, 5.14) ее изменения как по глубине поверхностного слоя, так и по длине шлифуемой поверхности. Характер изменений подтверждает вывод, что микротвердость изменяется периодически. Длина волны колебаний мпкротвердостн на поверхности шлифуемых образцов соответствует частоте колебаний сил резания.
|
|
|
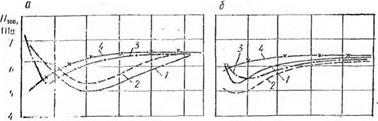
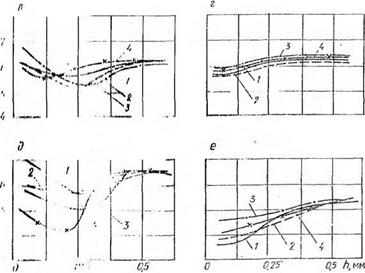
і’ііс. 5.І. Ч. Il. iMcm-mii’ микротвердости по глубине поверхностного слоя образцов но стали У10А, прошлифованных на различных режимах: 1- -4 — — ммкротвердость, измеренная по длине поверхности с шагом 1 мм |
Известно, что физико-механические свойства шлифованных поверхностей формируются в основном под воздействием силового и температурного факторов. Следовательно, колебания фнзпко-.механических свойств должны соответствовать колебаниям сил резания. Результаты экспериментальных исследований показывают, что значения микротвердости изменяются по длине шлифованной поверхности соответственно колебаниям с частотами, которые доминируют в спектре колебаний сил резания. По этой же причине не обнаруживается влияния на микротвердость высокочастотных колебаний формообразующих узлов стайка.
Изменения микротвердости соответствуют изменениям структуры в их поверхностном слое. В направлении от поверхности в глубь обрабатываемой детали образуются (рис. 5.15) три слоя [46]: 1—светлый,
имеющий аустенитно-мартенситную структуру и являющийся продуктом вторичной закалки; 2 — темный, яв-
|
8 |
|
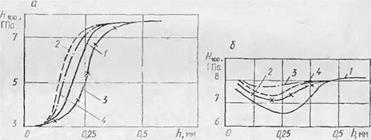
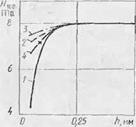
Рис. 5.14. Изменение мнкротвердости по глубине поверхностного слоя образцов из стали Р18, прошлифованных на различных режимах: 1- 4 — микротвердои ь, измеренная по длине поверхности с шагом 1 мм |
|
|
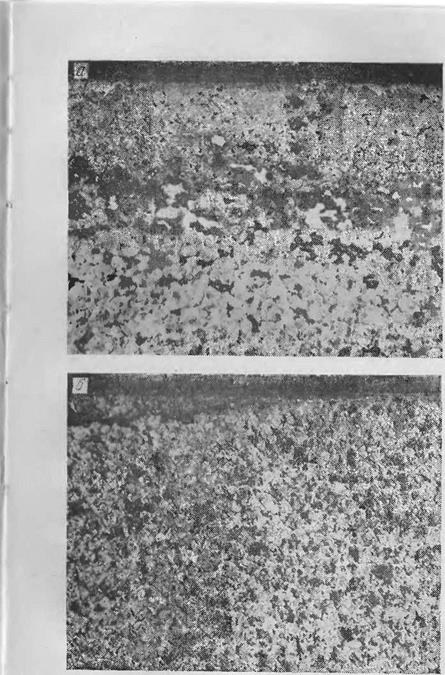
ляющийся дисперсной ферритокарбидной смесью, возникающей в области меньшего теплового воздействия в результате отпуска; 3 — исходный, имеющий структуру обрабатываемого материала перед шлифованием.
Наименьшей микротвердости соответствует зона отпуска. При этом ее глубина примерно одинакова по всей длине обработанной поверхности детали при шлифовании с продольной подачей 5=1 м/мин. При шлифовании с продольной подачей S = 5 м/мин глубина зоны изменяется от минимума до максимума в соответствии с колебаниями сил резания. При шлифовании с продольной подачей S = 9 м/мин зона отпуска визуально не наблюдается. Это объясняется малым временем воздействия силового и температурного факторов. Известно, что чем больше время теплового воздействия на обрабатываемую деталь, тем больше эффект разупрочнения шлифованной поверхности |30, 46]. Креме того, процесс структурных превращений инерционен. Поэтому при
шлифовании с продольной подачей 1 м/мин толщина — зоны отпуска почти не колеблется, а прн шлифовании с S = 9 м/мин зоны отпуска не наблюдается.