
Исходя из того, что наибольший интерес представляют относительные колебания шпинделя и стола как формообразующих систем, исследуем влияние на них таких факторов, как неуравновешенность шпинделя со шлифовальным кругом и ротора электродвигателя со шкивом, натяжения приводного ремня, жесткости соединения каретки с колонной. Так как данные параметры пипка можно наменять целенаправленно, применим метод математического планирования эксперимента. Для ‘пою мсоочоднмо определить интервалы варьирования фа к юрой.
1111 /к 111111 уроіичп. неуравновешенности шлифовального к|> і а блинок к нулю. Практически в процессе )кспс|нпит1тн его мо/ічію обеспечить путем съема шлифовального круга. Верхний уровень целесообразно натачать е учетом способа балансировки шлифовального круга с оправкой, применяемого для станков данного піна. Для этого поело тщательной балансировки шлифовальною круга намеряют величину и расположение о. т.т. тіісііровочноі’і массы, которая начинает выводить п1.н|фоиа. ты1ЫЙ круг с оправкой на положения равновесия н приспособлении для статической балансировки.
1111 ж 1111 іі уровень неуравновешенности ротора электродвигателя со шкивом можно принять также равным нулю п практически достичь этого тщательной балансировкой приводного электродвигателя. Верхний уровень определим экспериментально. Он равен такой неуравновешенности, которая приводит к увеличению в 2—3 раза относительных колебаний формообразующих узлов станка при снятом приводном ремне.
За основной уровень предварительного натяжения приводного ремня принимаем F0, при котором напряжение в ремне 0о= 1,8 Н/мм2
/7о=0оа6, (4-15)
с
где а, b — соответственно ширина и толщина ремня.
Нижний уровень соответствует минимальному пред-
|
Интервал варьиро вания |
Уровень факторов |
||||
|
Фактор |
Код |
нижний (-о |
основной (0) |
верхний И-D |
|
|
Неуравновешенность шлифовального круга, Н-м |
6 |
0 |
6 |
12 |
|
|
Неуравновешенность ротора электродвигателя главного привода со шкивом, Н-м |
Х2 |
140 |
0 |
140 |
280 |
|
Натяжение приводного ремня F0, Н |
Xs |
47,5 |
96 |
143,5 |
191 |
|
Жесткость стыка каретка — колонна, Н/мкм |
*4 |
89,1 |
17,8 |
106,9 |
196 |
верительному натяжению ремня, обеспечивающему передачу мощности двигателя шлифовальному кругу.
На станке предварительное натяжение ремня определяют экспериментально по прогибу ремня от прилагаемой к нему нагрузки по формуле
F&PL/2y, (4.16)
где L — расстояние от точки начала обхвата шкива ремнем до точки приложения нагрузки.
Величину F0 изменяли путем варьирования межосевого расстояния между шкивами. Нижний уровень натяжения ремня составил 96 Н, верхний — 191 Н.
Изменение жесткости стыка каретка — колонна осуществлялось путем изменения условий зажима колонны. Нагружение станка при определении жесткости производилось в соответствии с техническими условиями на их изготовление. Измерялись перемещения колонны относительно каретки. Нижний и верхний уровни жесткости стыка, приведенные к шлифовальному кругу, составили соответственно 17,8 и 196,0 Н/мкм. Диапазоны изменения факторов представлены в табл. 4.3.
Результаты испытаний по полнофакторному плану эксперимента показали, что наименьший уровень колебаний гильзы относительно стола наблюдается при благоприятном сочетании факторов. Амплитуда колебаний составляет ft = 1,9 мкм при «=2240 об/мин и несколько возрастает (до а—3,07 мкм) с увеличением п до •ПИЮ об/мин. Эти значения соответствуют или несколько превышают размах 2а=4 мкм, нормируемый в технических условиях на изготовление станков данной модели.
Несколько выше уровни относительных колебаний гильзы и шпинделя, шпинделя и стола, при этом для обоих процессов они примерно одинаковы. Анализ по
|
рт-. ‘І.!). Осциллограмма относительных колебаний гильзы и стола (/); СО шлифом, тльньш кругом и гильзы (2) |
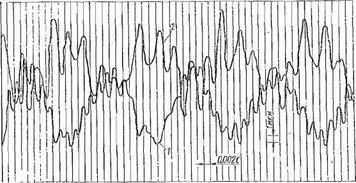
К! і:н. ііііцч, чиї стол м станина, имеющие сравнительно пеньїсммиі ровець относительных колебаний, оказывают нс іііачіггелі. mu’ влияние на уровень вибраций шпинделя н спіла (рис. 4.9). Основные колебания возбуждаются и трансформируются в приводе вращения шлифовального к р у і а. Уравнения регрессии, описывающие зависимость дисперсии относительных колебаний шпинделя и стола, при и 2240 об/мин имеют вид
Ov 31,60—(—6,38х? х—(— 1,04ха-1-1,96х3-(-1 ,69х/,-]-1 ,66X1X2—
— 1,06X5X3-]-0,32хіХ4 1,24.Х2Х3-j-0,76X2X4-}-0,62X3X4, (4.17) при частоте вращения шпинделя п=4500 об/мин £^2=58,62-|-2,76xi-|- 18,74×2-f-3,57×3-f-0,94×4-f-0,24xiX2—
—0,96xiX3-1-5,24XiX4— 0,64х2х8 }-5,62X2X4+1,87ХзХ4. (4.18)
Наличие в уравнениях слагаемых, отражающих взаимодействие факторов, объясняется сложностью и многообразием путей прохождения колебаний от их источников к формообразующим узлам. Анализ уравнений показывает, что при малых частотах вращения шпинделя основными факторами, влияющими на уровень относительных колебаний формообразующих узлов станка, являются неуравновешенность шлифовального круга, жесткость стыка каретка — колонна и предварительное натяжение ремня. Неуравновешенность ротора приводного электродвигателя со шкивом проявляется в основном через ременную передачу, на что указывают коэффициенты взаимного влияния факторов.
С увеличением частоты вращения шпинделя повышается влияние неуравновешенности ротора приводного электрошпинделя со шкивом и предварительного натяжения ремня. Значительное влияние оказывает также жесткость стыка каретка — колонна, через который передаются колебания от электродвигателя привода.
Анализ спектров колебаний узлов станка на холостом ходу показывает, что частоты относительных колебаний во всех опытах одни и те же. Для фиксированных частот вклад их в общую дисперсию изменяется в зависимости от условий эксперимента.
Математическая обработка результатов эксперимента (табл. 4.4) позволила получить регрессионные зависимости составляющих нормированного спектра относительных колебаний гильзы и стола шпинделя и
гильзы Sn2, шпинделя и стола SnS от параметров станка при частоте вращения шпинделя «=2240 об/мин.
|
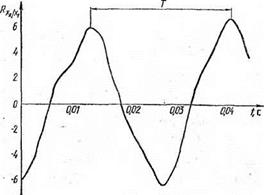
Рис. 4.10. Взаимокорреляционная функция колебаний гильзы относительно стола и шпинделя относительно гильзы |
Значения парных коэффициентов корреляции гу/х, лежащие в пределах 0,35—0,58, а также коэффициенты множественной корреляции Ry/Xl, x1,,…,xi=0,79—0,92 подтверждают гипотезу наличия связи составляющих частотного спектра от значений параметров станка. Вместе, с тем эти зависимости неоднозначны для колебаний различных систем и не всегда объяснимы.
Анализ спектральных плотностей и регрессионных зависимостей показывает, что общая дисперсия колебаний формообразующих узлов станка в значительной степени определяется частотами, равными или кратными частотам вращения шпинделя. В то же время коэффициенты регрессии при факторе, учитывающем неуравновешенность шлифовального круга, ниже ожидаемых и даже отрицательны. Это свидетельствует о том, что дисбаланс шлифовального круга не является основной причиной колебаний в диапазоне рабочих частот вращения. Они возникают вследствие геометрических погрешностей шпиндельного узла, обусловленных неточностью изготовления отдельных деталей и сборки. На это же указывает график взаимной корреляционной функции колебаний шпинделя без круга относительно гильзы и гильзы относительно стола (рис. 4.10), максимальное значение, которой соответствует сдвигу фаз между процессами во времени. Функция имеет максимум при /=0,014 с, период же функции 0,028 с, т. е. колебания гильзы относительно стола отстают по фазе от колебаний шпинделя относительно гильзы на половину периода. Это свидетельствует о том, что сила, возбуждающая колебания, приложена между гильзой и шпинделем, т. е. колебания возникают вследствие геометрических погрешностей в шпиндельном узле.
Отрицательный коэффициент регрессии при факторе неуравновешенности шлифовального круга показывает, что сила от неуравновешенности направлена в противофазе к силе, возникающей вследствие геометрических погрешностей. Значительное влияние точности изготовления шпиндельного узла на уровень вибраций объясняет то, что фактический уровень относительных колебаний шпинделя и стола выше рассчитанного по уравнениям, приведенным в гл. 2, хотя характер влияния отдельных факторов на общий уровень колебаний аналогичный.
Глава 5