
Значительное место в исследованиях динамических свойств станков занимают испытания на холостом ходу. Эти испытания позволяют выявить наиболее вибро — актннные, системы п наметить пути устранения их вредного воздействия на формообразующие системы станков. Особое значение испытания на холостом ходу имеют для станков шлифовальной группы. Характер работ, выполняемых на них, обусловливает возникновение малых сил резания, вследствие чего система СПИД не получает достаточного натяга, обеспечивающего гарантированную выборку зазоров. Исходя из этого, поведение станков, работающих абразивным инструментом на холостом ходу и при резании, имеет много общего.
Абсолютные колебания систем универсально-заточных станков записывались в виде осциллограмм (рис. 4.7) с последующей их расшифровкой на полуавтоматическом комплексе Ф 001 для проведения спектрального анализа по программам на ЭВМ ЕС-1020. Колебания регистрировались двумя пьезоэлектрическими преобразователями ускорений: одним — абсолютные колебания стола, другим ■— последовательно-абсолютные колеба-
«
![]()
 |
ния гильзы шпинделя, корпуса шлифовальной головки, шлифовальной бабки, поворотной плиты, каретки, станины, плиты электродвигателя. Регистрация колебаний стола в каждом опыте производилась с целью контроля исходя из стохастического влияния на уровень вибрации большого числа изменяющихся факторов. Регистрируются они в короткие промежутки времени при каждом опыте, а между опытами промежутки времени значи-
тельно большие. В этом случае абсолютные колебания стола могут служить оценкой стабильности общего уровня вибраций станка. К тому же на абсолютные колебания узлов станка влияют посторонние воздействия, передаваемые через фундамент.
В табл. 4.1 представлены значения дисперсий и
|
Таблица 4.1
|
|
Параметр колебаний стола |
Частота вращения шпинделя, об/мин |
Помер опыта |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Дисперсия D, |
2240 |
2,4 |
0,5 |
0,1 |
2,2 |
2,0 |
0,13 |
0,85 |
1,5 |
|
мкм2 |
4500 |
0,96 |
0,85 |
2,1 |
1,3 |
2,4 |
0,9 |
1,4 |
1,4 |
|
Амплитуда А, |
2240 |
2,19 |
1 |
0,44 |
2,1 |
2 |
0,5 |
1,3 |
1,7 |
|
МКМ |
4500 |
1,4 |
1,3 |
2,1 |
1,6 |
2,2 |
1,3 |
1,7 |
1,7 |
амплитуд колебаний основных узлов станка для частот вращения шпинделя п=2240 и 4500 об/мин. Дисперсия связана с амплитудой колебаний уравнением (1.15).
11 табл. 4.2 приведены уровни колебаний стола для тех ЖС НОСІ, МП ОПЫТОВ.
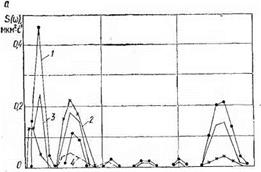
Ни рис. 4.М представлены графики спектральных плотностей абсолютных колебании узлов. Более высо — к 11 Гі уровень колебании наблюдается у гильзы шпинделя, плиты электродвигателя, электродвигателя и шлифовальной бабки.
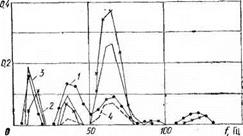
Анализ полученных спектров колебаний узлов станка показывает, что спектры колебаний гильзы шпинделя, корпуса шлифовальной головки, шлифовальной бабки, поворотной плиты н стола в основном сосредоточены па частотах вращения шпинделя п=2240 об/мин (/« «38 Гц) п /1=4500 об/мин (/«75 Гц), а спектры колебании электродвигателя н его плиты — на частотах вращения электродвигателя. Кроме того, части спектров колебаний гильзы шпинделя, корпуса шлифовальной головки, шлифовальной бабки, поворотной плиты, стола распределены на частотах вращения электродвигателя, в то же время части спектров колебаний электродвигателя и его плиты — на частотах вращения шпинделя.
Таким образом, анализируя уровень колебаний основных узлов станка и их распределения по частотам, можно. сделать вывод о вероятных источниках и причинах колебаний формообразующих узлов станка — шпинделя и стола. В данном случае очевидно, что основные источники колебаний — это электродвигатель главного привода станка и шпиндельный узел. Дальнейшие исследования подтвердили, что наиболее вероятными причинами возникновения колебаний являются дисбалансы ротора электродвигателя и шпинделя с абразивным
I
кругом, а также геометрические погрешности в шпиндельном узле.
Колебания от шпинделя могут передаваться через гильзу, корпус шлифовальной головки, шлифовальную бабку, поворотную плиту, каретку, станину на стол, а через ременную передачу — на электродвигатель. От электродвигателя на шпиндель колебания передаются через плиту, шлифовальную бабку, корпус шлифовальной головки, гильзу на шпиндель, а также через ременную передачу. Через плиту электродвигателя, шлифовальную бабку, поворотную плиту, каретку, станину вибрации передаются — на стол. Следовательно, имеется несколько различных путей прохождения колебаний от источников до формообразующих узлов.
Конструкция универсально-заточных станков дает возможность активно воздействовать на процесс про-
|
|
|
Рис. 4.8. Графики спектральной плотности абсолютных колебаний1 узлов станка при гс=2240 об/мин (а) и и=4500 об/мин (б): 1 — гильзы; 2 — каретка; 3 — электродвигатель; 4 — стол |
хождения колебаний по всем данным цепочкам путем выбора рациональных конструкторских и технологических параметров системы.