
Вубопритирва — метод окончательно! обработки аубьев преимущественно закаленных колес.(рно.36).
 |
Б процессе притирки обрабатываемое зубчатое колесо вращается попеременно в одном и другом направлениях в аацеплении о приводимыми во вращение чугунными квотернянн-притирами, смазываемыми пасто! в виде сиеои мелкозернистого абравива и масла, а также сожер — жает осевое возвратно-поступательное движение относительво аесте- рен-притиров. В большинстве случаев осевое перемещение сообщается -Обрабатываемому колесу. * .
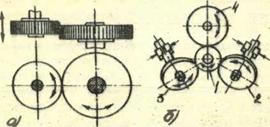
Вне.36. Схемы притирки аубьев цилиндрических зубчатых кодео:
а — о параллельными осямж притирок; б — со скрещивал** щмыисн осами притирок
Притир представляет побо! зубчатое колесо 5-6-! степени точное «9» изготовленное И8 мелкозернистого чугуна. Во время притирки при
тир прижимается к обрабатываемому колес; в радиальном направления. Необходимее усилие прижима создается гидравлическими тормозами, действующими на шпиндели притиров.’Существует две схемы аубопри — тирки: с параллельными осями обрабатываемого колеса и притира и с перекрещивающимися осями. Ори первой схеме (см. рис.36,а) притирка производится одним притиром того же модуля и сопровождается взаимным обкатыванием колеса и притира и осевым возвратно-поступательным движением.
Ори второй схеме (см. рис.36,6), получившей наибольшее раслрост ранение, происходит взаимное обкатывание обрабатываемого зубчатого колеса с тремя притирами.
Обрабатываемое зубчатое колесо I, установленное на шпинделе при горочного станка, находится одновременно в зацеплении с чугунными притирами 2, 3, 4. Оси двух притиров 2 и 3 со спиральными или прямыми зубьями наклонены к обрабатываемому зубчатому колесу І. Осі третьего притира параллельна оси обрабатываемого вубчатого колеса; этот притир вращается попеременно в разных направлениях для обеспечения равномерной обработки ауба с обеих сторон. Помимо вращения притирам сообщается возвратно-поступательное движение в осевом.’Направлении на длине 25 мм.
Л основным параметрам процесса относятся: оіфужнвя спорость, число двойных ходов, радиальное давление. Окружная скорость зубопритирки составляет 30-60 м/мяи; составляет 0,8-5 п/ыжя при *40-200 двойных ходов в минуту. в
Зубопритирка обеспечивает исправление исходных погрешностей в пределах снимаемого припуска и получение 6-7-го класса точности, достигаемая шероховатость * Величина снимаемого припус
ка составляет 0,02-0,05 мы на сторону. Для колес модулем 2-5 им время притирки, приходящееся на один зуб, составляет 0,(5-0,1 мин. Колесо среднего равмера притирается за 2-4 мин.
Зубопрптирка осуществляется на зубопрятнрочаых ставках, изготавливаемых по приведенным дву*; схемам. В частности, притирку цилиндрических колес осуществляют на станках мод. 573, 5735, КЗ-8.
Наибольшее распространение еубопритнрка находит в условиях массового и серийного производства, где требуется изготовление губчатых
КОЛеС ВЫСОКОЙ ТОЧНОСТИ (автомобилестроение И ЖРйл