
Зубошлифование — широко распространенный метод промежуточной и окончательной обработки рабочих поверхностей закаленных и сырых зубчатых колес, сохраняющий в основном особенности фасонного (профильного) шлифования. Зубошлифование требует соответствующей правки рабочей части нлифовадьного круга и сохранения ее точности в "ечвние определенного времени. Йрофйль рабочей часта круга определяет соответственно форму и размеры обрабатываемой поверхности (при обработка по методу копирования). Обязательным при зубоплйфоаании является наличие механизма деления (при нарезании зубьев ко методу копирования) или механизма обкатывания и деления (при нарезании зубьев соответствующим методом).
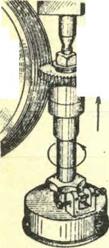
В соответствий с указанными особенностями различают ряд разновидностей ауйошлифованип. На рис.29(а представлена схема процесса зубоашнфовання Прямозубых и косозубых (с открытым венцом) цилиндрических зубчатых колес. Обработка осуществляется профильным кругом, которому сообщатся главков рабочее движение — вращение се скоростью £s30-35 м/с, вспомогательное возвратно-поступательное движение (про дольная подача) вдоль оси шлифуемого колеса (или вдоль впадины зуба при обработке косозубого колеса) со скоростью 8-16 м/мин и вре — аание на глубину шлифования на каждый двойной ход. После одного или нескольких двойных ходов круг выводится из зацепления с обрабатываемым колесом (закрепленным неподвижно), и колесо поворачивается на один или несколько зубьев, цикл повторяется пока не будут прошлифованы все •▼бвдь ирг7* давфует „лвб. стороны двух соседних зубьег
|
Рис. 29. Схема шлифования зубчатых колес методом копирования: е — обработка двух профилей впадины; б — обработка одной стороны профиля зуба |
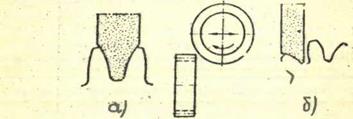
При последовательном шлифовании каждой впадивы износ круга может привести к заметной разнице размера впадины между первым и последним зубьями. Для предотвращения этого рекомендуется при делении осуществлять поворот колеса не на один, t на несколько зубьев.
В этом случае износ круга не вызовет существенных изменении меж-. ду двумя соседними эубьями. Для сохранения точности формы рабочей чаоти круга последняя периодически правится алмазами, закрепленными в специальном правящем устройстве. Для зубчатых колес с раз-
личный количеством зубьев и различной величиной модуля используется комплект шаблонов. Колирные штифты правящего устройства скользя< по контуру шаблонов, определяя траекторию движения алмазных наконечников • Припуск на шлифование составляет 0.2-0,3мм на толщину вубв. Обработку производят в 3-4 прохода. Достигаемая точность 0,03 — 0,015 мм, шероховатость — ОІЩ/• Основное время при вубовляфоня — нии по методу копирования определяется по формуле
і — число проходов,^’= Ц (здесь tl — глубина шлифования, мм); Cft — коэффициент, учитывающий время деления #.1,3-1,5)1 3£- число зубьев шлифуемого колеса; ta — длина шлифуемого зуба, мм;
.А — высота зуба, мм;
ЯЬ — диаметр шлифовального круга, мм.
Одной из разновидностей аубошлифования методом копирования является обработка одной стороны звольвентного профиля зуба,- (-.см. ріс.29,4) пои соотьетствушей правке шлифовального крчга. .
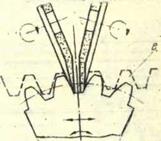
 Зубошлицювание методом обкатывания может осуществляться двумя тарельчатыми, одним или двумя дисковыми кругами или абразивным червяком (рис.3032). При обработке профиль рабочей части абразивных кругов должен вписываться в контур воображаемой производящей рейки. При этом предполагается, что обрабатываемое колесо обкатывается по производящей рейке. Два тарельчатых круга располагаются под углом 30 или 40° друг к другу, образуя как бы профиль расчетного зуба, по которому и происходит обкатка зубчатого колеса. В зависимости от модуля шлифуемого колеса два шлифовальных круга. могут быть вписаны в контур одного ауба рейвж (см. рис.30,а) или совпадать с левой и правой сторонами двух ее зубьев ( см,, рис.30,б). В процессе обработки шлл — фуемое колесо совершает движение об-
Зубошлицювание методом обкатывания может осуществляться двумя тарельчатыми, одним или двумя дисковыми кругами или абразивным червяком (рис.3032). При обработке профиль рабочей части абразивных кругов должен вписываться в контур воображаемой производящей рейки. При этом предполагается, что обрабатываемое колесо обкатывается по производящей рейке. Два тарельчатых круга располагаются под углом 30 или 40° друг к другу, образуя как бы профиль расчетного зуба, по которому и происходит обкатка зубчатого колеса. В зависимости от модуля шлифуемого колеса два шлифовальных круга. могут быть вписаны в контур одного ауба рейвж (см. рис.30,а) или совпадать с левой и правой сторонами двух ее зубьев ( см,, рис.30,б). В процессе обработки шлл — фуемое колесо совершает движение об-
 |
катывания, которое складывается в свою очередь иа двух движений: вращения вокруг своей оси и перемещения вдоль воображаемой производящей рейки. Помимо этого, шлифуемое колесо имеет возвратно-шсту петельное движение вдоль оси, что обеспечивает шлифование вуба по
 всей длине. Обработка имеет циюшческий характер: каждая впадина обрабатывается при возвратно-,качательном движении, после чего происходит поворот колеса, и цикл обработки повторяется для следующей впадины. Шлифуемое колесо (или неоколько колес в пакете) закрепляется в центрах бабок, расположенных на столе станка, совершающего … воввратно-посту па тельное движение. Для исклю-
всей длине. Обработка имеет циюшческий характер: каждая впадина обрабатывается при возвратно-,качательном движении, после чего происходит поворот колеса, и цикл обработки повторяется для следующей впадины. Шлифуемое колесо (или неоколько колес в пакете) закрепляется в центрах бабок, расположенных на столе станка, совершающего … воввратно-посту па тельное движение. Для исклю-
№ ченяя погрешностей, связанных с износом шлифо-
|Г,,нр вальных кругов, станки снабжаются специальными
ft 3 устройствами для правки и автоматической регу
лировки их положения.
Скорость вубошлифовяиия по этому методу так же составляет 30-35 м/с, скорость осевой подачи — 0,05-0,06 мм на один обкат; число обкатов в минуту обычно равно 244. Припуск на шлифование устанавливается 0,1-0,3 мм на толщину зуба и снимается за 2-5 проходов. Время обработки составляет 2-3 мин на зуб. Зубошлифование по методу обкатывания характеризуется более высокой точностью (4-7-я степень) при относительно меньшей производительности.
свание руб*т? огоИко — Основное время при зубошлифовании на стануся абразивным чер — ках, работающих по указанному методу, определя — КЯЧ. Ш кругом втся по фори, лв
1Г — время на переключение г деление, мин.
При шлифованаи пакета зубчатых колес, установленных на оправке, основное время определяется по формуле
Л1- количество одновременно шлифуемых колес.
При этом эа величину Со следует принимать длину ауба или ступицы, если последняя превышает длину ауба.
Встречается эубошлифовавие двумя тарельчатыми кругам! большого диаметра без продольно# подачи (врезанием) на специальных станках.
В этом случав основание впадины образуется не по прямой, а в виде радиуса, равного радиусу пруга. Рекомендуется дня обработки колес с небольшой длиной зуба. Отсутствие продольной подачи обеспечивает более высокую производительность.
При зубошлифовании одним дисковым кругом, представляющим как бы зуб рейки (см. рис.31,а), обрабатываемое колесо также совершает обкаточное движение и продольную подачу вдоль вуба и движение деления
Шлифование яубьев этим методом обычно происходит эа два обороте колеса. Окончательное шлифование птюияяпият пли втором обороте с уменьшенной продольной подачей круга. Между предварительным я окончательным шлифованием круг автоматически правится. Основное время шлифования при этом определяется по приведенной выше формуле и удваивается* т. к. обработка осуществляется .одним кругом.