
В практике профилыю-шлифовальных работ технологические вспомогательные расчеты профилей шлифуемых деталей производят обычно технологи цеха, но это должны уметь выполнять и высококвалифицированные шлифовщики, которым приходится не только обрабатывать на плоскошлифовальных станках сложнейшие профили деталей, но и производить контроль их профилей. Поэтому шлифовщик должен владеть необходимым математическим аппаратом и быстро подсчитывать угол для блока плиток концевых мер при настройке синусных приспособлений.
 Наклонные поверхности детали должны обрабатываться в такой последовательности. Сначала подсчитывают для данного профиля технологический вспомогательный размер (рис. 24), необходимый для точного измерения высоты ВС пуансона. После этого подбирают блок плиток концевых мер под углом а и укладывают их на электромагнитную синусную плиту 1 плоскошлифовального станка. Затем на блок плиток 2 и на магнитную плиту устанавливают синусную линейку 3 так, чтобы один ролик 8 опирался на плоскость плиты, другой — на блок плиток, а боковая плоскость линейки прилегала к угольнику 9. После этого на линейку укладывают заготовку пуансона 4 с упором в ролик 6 и планку 7, прикладывают к пуансону и угольнику 9 прижим 10 и через отверстие линейки 3 закрепляют его выступы винтом. Сделав это, осторожно подводят круг 5 к заготовке пуансона 4 и шлифуют ее наклонную поверхность АВ под углом ел, при этом периодически проверяют угол на микроскопе и размер ВС микрометром.
Наклонные поверхности детали должны обрабатываться в такой последовательности. Сначала подсчитывают для данного профиля технологический вспомогательный размер (рис. 24), необходимый для точного измерения высоты ВС пуансона. После этого подбирают блок плиток концевых мер под углом а и укладывают их на электромагнитную синусную плиту 1 плоскошлифовального станка. Затем на блок плиток 2 и на магнитную плиту устанавливают синусную линейку 3 так, чтобы один ролик 8 опирался на плоскость плиты, другой — на блок плиток, а боковая плоскость линейки прилегала к угольнику 9. После этого на линейку укладывают заготовку пуансона 4 с упором в ролик 6 и планку 7, прикладывают к пуансону и угольнику 9 прижим 10 и через отверстие линейки 3 закрепляют его выступы винтом. Сделав это, осторожно подводят круг 5 к заготовке пуансона 4 и шлифуют ее наклонную поверхность АВ под углом ел, при этом периодически проверяют угол на микроскопе и размер ВС микрометром.
На рис. 25, а показан способ шлифования периферией круга 5 поверхности АС (операция I) под углом 32°±5′ на пуансоне 6, уложенном на синусной линейке и прижатом к блоку плиток концевых мер 9. Ролики 3 синусной линейки 4 устанавливают на блок плиток 2, подсчитанный для угла а=32°±5′, и электромагнитную плиту 1 станка и прикрепляют прижимом 7 к угольнику 8.
 |
Рис. 26. Приемы расчета и шлифования двустороннего углового профиля пуан-
сона:
о —схема к технологическому расчету углового профиля пуансона, б, в, г—шлифование
периферией круга угловых участков профиля пуансона в лекальных тисках н на синусной
линейке
Шлифование наклонной плоскости СВ (операция II) пуансона 6 (рис. 25, б) осуществляется так же, как и в предыдущей операции I, с той разницей, что наклонную плоскость СВ пуансона шлифуют под углом 37°±5′, а синусную линейку устанавли
вают на заведомо подсчитанный блок плиток концевых мер 2 и прикрепляют прижимом 7 к угольнику 8.
В процессе шлифования наклонных поверхностей необходимо периодически контролировать профиль пуансона с помощью штан — гензубомера и на микроскопе, выдерживая углы (32 и 37°±5′) и высоты (54,35 и 63,16±0,02 мм). Основание и боковые поверхности пуансона заранее прошлифованы и выдержан их размер 104 ±0,02 мм; эти поверхности являются базовыми при обработке всего профиля пуансона.
На рис. 26,а показана схема (в виде рабочего чертежа) исполнительных размеров, с помощью которой упрощается обработка и контроль сложного углового профиля пуансона, когда высота треугольника пересекает основание. В этих случаях следует пользоваться формулами: cos p=BD/BC=n/a; BD=ti=(cj2)—[(б2—
— а2)/(2с)]; cosa=AD/AC=m/b-t AD=m=c— n; y=180°—
— (a+P). Перед шлифованием наклонных поверхностей пуансона необходимо проверить крепление его заготовки 3 в лекальных тисках 5 (рис. 26, б) и установку их на электромагнитной плите / с упором в угольник 2. Затем правят периферию круга 4 и с помощью маховичков вертикальной подачи шпиндельной головки и продольно-поперечного перемещения стола станка подводят круг к заготовке пуансона и приступают к обработке ее поверхностей. Сначала шлифуют поверхность пуансона со стороны А (операция I). Затем, не меняя установки круга, его переводят на другую сторону пуансона (операция II) и шлифуют с одной установки поверхность со стороны В, оставляя припуск 0,5—0,8 мм в углах между параллельными площадками, с тем чтобы на следующих операциях выдержать размеры 50,25, 22,30 и 40,15 мм согласно рабочему чертежу (см. рис. 26, а).
Закончив шлифование двух параллельных поверхностей заготовки пуансона 3, ее снимают с лекальных тисков, синусную линейку 12 устанавливают на магнитную плиту 1 и на блок плиток 8 (рис. 26, е) и прижимают к угольнику 10. После этого на линейку укладывают заготовку пуансона с упором в ролик 6 и планку 7, прикладывают к заготовке 3 и угольнику 10 выступы прижима 11 и через отверстия линейки 12 закрепляют их винтом. Выполнив это, круг 4 подводят к пуансону и осторожно, чтобы не врезаться в поверхность площадки, шлифуют малую наклонную поверхность до размера 25,30 мм (операция III), оставляя припуск 0,5 мм на окончательную обработку’.
Закончив шлифование малой наклонной поверхности, прижим И слегка освобождают от зажима, пуансон 3 переворачивают на синусной линейке и устанавливают под ее ролик 9 другой блок плиток 8 (рис. 26,г). После этого пуансон закрепляют прижимом 11 и шлифуют большую наклонную поверхность пуансона (операция IV) теми же способами, как и на предыдущей операции. Процесс обработки должен быть весьма точным, так как операция окончательная и при шлифовании выдерживают одновременно два размера 40,15 мм, длину большей наклонной плоскости и шаг, т. е.
размер 50,25 мм между наклонными плоскостями и вершинами углов а и р на профиле пуансона (см. рис. 26, а), периодически проверяя его на микроскопе и микрометром.
На рис. 27, а, б изображены схемы ввода рабочего чертежа для расчета технологических вспомогательных размеров, необходимых при операционной обработке и контроле профиля пуансона, когда
|
Рис. 27. Схема к расчету и приемы шлифования сложного углового профиля пуансона: а, б — схемы к технологическому расчету углового профиля пуансона, в, г, д — шлифование угловых участков профиля пуансона в лекальных тисках |
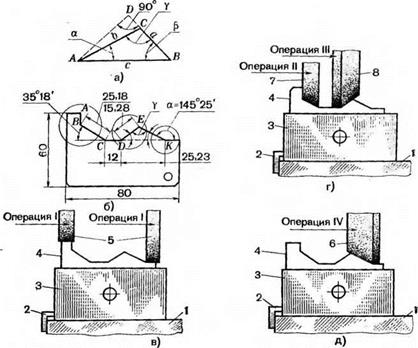
известны две стороны треугольника а и с и угол а, прилежащий к неизвестной стороне Ъ (рис. 27, а). Определяем, что sin у= = (с/а)sin а; р=180°— (а+у); Ь=а|sin p/sin а).
Убедившись, что расчеты произведены правильно, заготовку пуансона 4 закрепляют в лекальных тисках 3 с угольником 2 (рис. 27, в), подводят круг 5 к поверхности пуансона и шлифуют его верхние плоскости (операция I). Закончив обработку и не меняя установки лекальных тисков на электромагнитной плите 7„ стол поворотом маховичка слегка отводят вправо в продольном направлении (рис. 27, г). Затем профилируют под угол 35°18г круг 7 (операция II) и шлифуют на пуансоне боковую поверхность АВ и наклонную поверхность ВС, выдерживая размер
25,18 мм. После этого круг 7 снимают и на его место устанавливают круг 8 большей ширины профиля и профилируют на нем угол р (операция III). Затем осторожно подводят к нему пуансон 4 и шлифуют на нем одновременно площадку CD, выдерживая размер 12 мм, и наклонную плоскость DE, выдерживая размер 15,28 мм (см. рис. 27,6).
Убедившись, что размер CD= 12 мм между наклонными плоскостями пуансона выдержан, по лимбу маховичка поперечного перемещения стола записывают действительные показания нониуса, после чего круг 8 (рис. 27, г) снимают и на его место устанавливают запрофилированный под угол 34°35′ круг 6 (рис. 27, д) и одновременно шлифуют поверхность площадки К, сопряженную с углом 34°35/ наклонной плоскости КЕ (операция IV), выдерживая размер 25,23 мм. Профиль пуансона в процессе его обработки проверяют как с помощью показания нониуса лимба продольного и поперечного перемещения стола, так и на микроскопе.
![]()
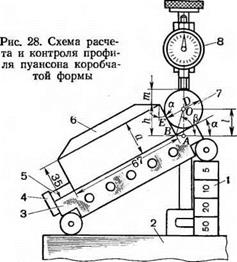 Пуансоны, штампы пресс-форм, имеющие коробчатую форму с одинаковыми наклонными оформляющими поверхностями, симметрично расположенными по всему профилю, необходимо обрабатывать и контролировать с одной установки. Особый интерес представляет комбинированный способ контроля профиля пуансона коробчатой формы (рис. 28) рольной плиты, блоков плиток концевых мер, индикатора, ролика и с использованием вспомогательных технологических расчетов, выполненных технологом цеха для удобства и точности обработки и контроля в процессе шлифования.
Пуансоны, штампы пресс-форм, имеющие коробчатую форму с одинаковыми наклонными оформляющими поверхностями, симметрично расположенными по всему профилю, необходимо обрабатывать и контролировать с одной установки. Особый интерес представляет комбинированный способ контроля профиля пуансона коробчатой формы (рис. 28) рольной плиты, блоков плиток концевых мер, индикатора, ролика и с использованием вспомогательных технологических расчетов, выполненных технологом цеха для удобства и точности обработки и контроля в процессе шлифования.
Прежде чем приступить к проверке симметрично расположенных поверхностей с обеих сторон пуансона, нужно уложить подсчитанный блок плиток 1 на контрольную плиту 2 и установить на него ролик синусной линейки 3. После этого укладывают на синусную линейку с упором в планку 4 блок плиток концевых мер 5 и пуансон 6. Затем на плоскость синусной линейки, прижимая к поверхности пуансона, укладывают ролик 7, и методом сравнения индикатором 8, установленным на штангенрейсмусе 9, проверяют обработанную поверхность пуансона. Установку расчетного размера блока плиток
концевых мер 5 на синусной линейке между пуансоном 6 и упором 4 определяют измерением наклонных плоскостей пуансона не только на длину 67 мм, но и на его толщину, а для проверки угла а с помощью ролика диаметром D подсчитывают размер т между плоскостью пуансона и вершиной ролика 7: m—R + l— h; l=OA = = OBsin0; h=a cos а. Из треугольника ОБЕ OB=R/sin 45°; £= =45°+a. Определяем m—R+[R sin(45+a)]/(sin45°)— acosa.
В практике шлифовальных работ широко применяют призмы не только для контроля, но и в качестве установочно-крепежных приспособлений. На рис. 29 показан способ шлифования углового
 симметричного профиля пуансона 1, технологический хвостовик которого закреплен хомутиком 8 в пазу призмы 3, установленной с упором в планку 4 на магнитной плите 7, закрепленной болтами 5 на столе 6 плоскошлифовального станка. Убедившись, что пуаисон жестко закреплен в призме, включают станок, подводят запрофилированный под угол а круг 2 и шлифуют сначала одну сторону пуансона, затем поворачивают призму с пуансоном на магнитной плите и шлифуют другую сторону пуансона, выдерживая высоту h и ширину Н.
симметричного профиля пуансона 1, технологический хвостовик которого закреплен хомутиком 8 в пазу призмы 3, установленной с упором в планку 4 на магнитной плите 7, закрепленной болтами 5 на столе 6 плоскошлифовального станка. Убедившись, что пуаисон жестко закреплен в призме, включают станок, подводят запрофилированный под угол а круг 2 и шлифуют сначала одну сторону пуансона, затем поворачивают призму с пуансоном на магнитной плите и шлифуют другую сторону пуансона, выдерживая высоту h и ширину Н.