
Электромагнитные и магнитные плиты с постоянным магнитом применяют в основном для быстрого закрепления деталей из магнитных материалов при плоском и профильном шлифовании. Деталь на плиту устанавливают так, чтобы магнитный поток прохо-
![]()
дил через нее как через участок магнитопровода, т. е. располагают ее перпендикулярно полюсам прокладок. В этих случаях магнитный поток, создаваемый электромагнитом или постоянным магнитом, притягивает шлифуемую деталь к плите, препятствуя отрыву или сдвигу детали.
Магнитные силовые линии, расположенные посередине полюсов, образуют магнитопровод и притягивают шлифуемую деталь к плите; при этом величина магнитного потока определяется магнит-
|
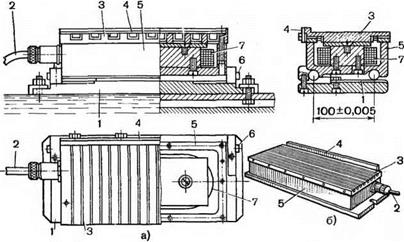
Рис. 13. Электромагнитные синусные плиты: а — с поперечными полюсами, б — с продольными полюсами |
|
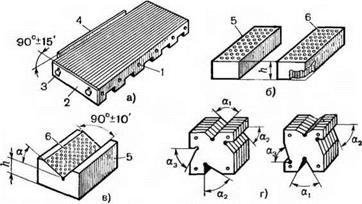
Рис. 14. Магнитные плиты, параллели и призмы: а—магнитная плита с продольными полюсами, б — магнитопроводящие параллели со стальным стержнем и бронзовым корпусом, в — магнитопроводящая призма с бронзовым корпусом и стальными стержнями, г — магнитопроводящие призмы с бронзовыми и стальными пластиночными полюсами |
ной энергией и сопротивлением магнитопровода. Сопротивление зависит главным образом от величины магнитной проницаемости материала и участков магнитопровода. Поэтому электромагнитные и магнитные плиты, параллели, угольники и призмы с постоянным магнитом должны использоваться для закрепления деталей из материалов с большой магнитной проницаемостью. Ею обладают незакаленные стали, в меньшей степени чугуны и в еще меньшей — закаленные, легированные и быстрорежущие стали. Воздух имеет очень малую магнитную проницаемость, поэтому зазор между плоскостями детали и плиты должен быть минимальным.
На рис. 13,а показана электромагнитная синусная плита, имеющая основание 1 и корпус 5, на верхней части которого имеется плитка 3 со сквозными латунными электромагнитными полюсами, залитыми изолирующим материалом. На верхнем торце столика установлен упорный угольник 4, внутри корпуса 5 установлена электрокатушка 7. Около оси 6 поворачивается синусный столик магнитной плиты. Плиту подключают к электросети проводом 2 с вилкой. Электромагнитный столик плиты может прижимать обрабатываемые детали (в том числе и тонкие) всей их плоскостью.
На рис. 13, б изображена конструкция электромагнитной плиты без синусного устройства. Она очень удобна в работе, так как ее электромагнитные полюсы 3 расположены в центре вдоль плиты, жестко и надежно прижимают (притягивают) детали к плите при шлифовании. На боковых сторонах корпуса плиты имеются резьбовые отверстия для крепления винтами упорной планки 4. Плита подключается к электросети проводом 2 с вилкой.
Магнитные плиты, параллели, угольники и призмы с постоянным магнитом (рис. 14) предназначены для установки и закрепления деталей на электромагнитных плитах плоскошлифовальных станков в процессе шлифования плоскостей и профилей деталей.
Магнитная плита 1 (рис. 14,с), изготовленная из набора стальных и бронзовых пластин, удобна в работе, так как ее боковые стороны и плоскости обработаны по отношению друг к другу под углом 90° ± 15′ и к ним закреплены винтами 3 упорные планки 2 и 4.
На рис. 14,6 показан комплект (из 2 шт.) магнитопроводящих параллелей, корпус 5 которых изготовлен из бронзы, а стальные стержни 6, запрессованные в отверстиях корпуса в шахматном порядке, образуют магнитопровод и надежно притягивают к плите шлифуемую деталь. Для этого деталь нужно установить на электромагнитную плиту плоскошлифовального станка и включить плиту в электросеть. Убедившись, что деталь надежно закреплена на плите и в параллелях, включают станок и, подводя абразивный круг к детали, шлифуют ее плоскость.
На рис. 14,в показана призма (угловая), имеющая бронзовый корпус 5 с запрессованными в него стальными стержнями 6; при этом угол « выдержан с погрешностью ±5′. Призмы изготовляют различных размеров и с разными углами. Для удобства шлифования и контроля деталей рекомендуется делать по две призмы с одинаковыми углами (10, 20, 30 и 45° и высотой Л).
На рис. 14,г изображены более универсальные и широко применяемые призмы (комплект из 2 шт.), изготовленные из набора стальных и бронзовых пластин. Призмы имеют квадратную форму, стороны ее прошлифованы под углом 90°±5′ и на каждой стороне имеются одинаковые угловые выемки ссь ссг и аз, отшлифованные в комплекте. Такие призмы могут быть использованы помимо шлифовальных работ и для контроля обрабатываемых деталей.