
Инструментальные цехи многих заводов оснащены высокопроизводительными плоскошлифовальными станками и необходимой ор> госнасткой. Большое значение при этом имеет рациональная организация труда шлифовщика, позволяющая повысить его про-
изводительность, условия и безопасность работы. Решением этих задач занимается научная организация труда (НОТ), которая рассматривает наиболее рациональные приемы работы, размещение (в помещении) оборудования и оргоснастки, оснащение рабочего места шлифовщика.
На рис. 1 показан интерьер шлифовального участка инстру-
|
Рис. 1. Интерьер шлифовального участка: а — плоскошлифовальиый станок, 6 — тумбочка для хранения инструмента и приспособлений, в — контрольная плита |
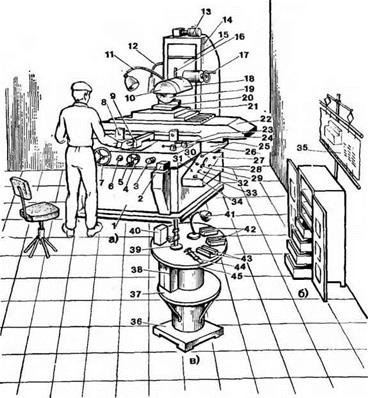
ментального цеха. Участок оснащен плоскошлифовальным станком с гидравлическим приводом и электрической системой управления модели ЗГ-77 Оршевского станкостроительного завода. Оборудование располагается согласно нормам планировки с учетом должной освещенности рабочего места.
Перед работой шлифовщик должен тщательно протереть все части станка и магнитную плиту, проверить крепление диска с абразивным кругом на шпинделе и включить станок. После этого шлифовщик встает у станка (рис. 1,а) так, чтобы ему было удобно наблюдать за ходом шлифования детали и управлять рукоятками, кнопками и рычагами станка.
Станок (рис. 1, а) состоит из станины 1, каретки 25, стола 22 и колонны 14 со шпиндельной головкой 18. Чтобы исключить попадание грязи и абразивной пыли на направляющие 2 (роликоподшипники) станины, каретки и стола, они защищены фетровыми пылеуловителями. Направляющие колонны и подъемный механизм шпиндельной головки (смонтированные в пустотелой части колонны) защищены передвижным щитком 15. На верхней части колонны установлен электродвигатель 13, червячное колесо которого соединено с червячными передачами винта шпинделя (смонтированного в пустотелой части колонны) и лимба 17 вертикальной микроподачи шпиндельной головки. Нониус лимба предназначен для более точной ручной подачи шпиндельной головки с кругом 19 на обрабатываемую поверхность детали 20, уложенной с упором в угольник на магнитной плите 21 и закрепленной с двух сторон болтами на столе станка.
Для более производительной работы и удобства профилирования круга 19 алмазным карандашом в синусном приспособлении (без охлаждающей жидкости) на шпиндельной головке установлен подъемный кожух 10 с приваренным сверху металлическим стержнем с резьбовым наконечником. При правке профиля шлифовального круга кожух со стержнем поднимают и закрепляют гайкой и барашком в пазу стойки 16, закрепленной на корпусе шпиндельной головки, а при шлифовании деталей кожух опускают и закрепляют в стойке.
Чтобы абразивная пыль не разлеталась из-под круга в процессе шлифования деталей, с левой стороны кожуха установлен вытяжной короб 12, рукав которого соединен с пылеуловителем, установленным в задней части колонны 14. Для освещения обрабатываемой детали на магнитной плите 21 с левой стороны колонны установлена лампа 11 с гибким шлангом.
Внутри станины станка смонтированы гидравлический привод поперечного и продольного перемещения каретки, стола, шпиндельной головки, масляного насоса, насосов для подачи охлаждающей жидкости на абразивный круг и смазочного материала на направляющие. На лицевой стороне каретки имеются маховик 7 продольной подачи стола, головка 5 скорости поперечной подачи каретки, маховичок 4 с лимбом поперечного перемещения каретки и кнопки 3 и 6 пуска поперечной подачи каретки. На верхней части каретки установлены переключатель 9 продольного перемещения стола, ручка 23 пуска и ручка 24 изменения скорости перемещения стола. С правой стороны станины закреплен на кронштейне электрощиток с пультом управления станка. В щитке вмонтированы кнопка 26 включения и выключения станка, кнопка 27 включения и выключения масляного насоса, кнопка 28 перемещения шпиндельной головки вверх и вниз, ручка 29 переключения подъема и опускания шпиндельной головки, рычажок 32 включения работы с магнитной плитой и без нее, рычажок 33 включения и выключения освещения станка, глазок 34 сигнальной лампы (показывающей, что станок находится под напряжением), рычажок 31 включения магнитной плиты и кнопка 30 включения шпинделя.
Прерывистое перемещение стола станка может быть в тех случаях, когда переключатель 9 установлен между упорами 8 на малую длину продольного перемещения стола при шлифовании мелких и коротких деталей. Для этого шлифовщик переключает рукоятку 9 (вправо и влево) и перемещает стол на определенную длину шлифуемой детали, уложенной на магнитной плите станка.
С правой стороны станка у окна установлена тумбочка (рис. 1, б) с тремя полками и четырьмя выдвижными деревянными ящиками, в которых хранится измерительный инструмент, мелкие заправочные и синусные приспособления. На дверках тумбочки имеются дерматиновые сумки для технической документации и рабочих чертежей. На верхней части тумбочки установлено подъемно-поворотное приспособление для подвешивания рабочих чертежей 35.
В центре помещения шлифовального участка для удобства контроля обрабатываемых деталей установлена контрольная плита 45 (рис. 1, в) на основании 36. На этом же основании закреплена круглая полка 37 с войлочным покрытием для различного вспомогательного инструмента и приспособлений. На полке установлен шкаф 38 для хранения измерительного инструмента. На верхней плоскости плиты 45 установлен набор контрольно-измерительного инструмента и приспособлений первой необходимости: штанген — рейсмус 39, кубик 40, набор призм 42, параллелей 43, штангенциркуль 44 и настольная десятикратная лупа 41 с гибким рукавом для контроля деталей и проверки профиля на абразивном кругу в процессе правки его алмазным карандашом. Для кратковременного отдыха шлифовщика в процессе работы на участке имеется подъемно-поворотный стул.