
При автоматизированном контроле детали измеряются в процессе работы станка без непосредственного участия рабочего, при этом обеспечивается получение деталей требуемых размеров. Рабочий же в освободившееся время может дополнительно обслуживать другие станки.
На шлифовальных станках широко используются устройства активного контроля. Применяют автоматические контрольные устройства с одноконтактными, двухконтактными к трехконтакт — ньлми схемами измерения детали в процессе ее обработки на станке.
При одноконтактной схеме измерения (рис. 26, с) изменения положения детали из-за прогибов центров станка и самой детали влияют на показания прибора, вызывая погрешности измерения.
Двухконтактная схема (рис. 26, б) требует весьма точной установки прибора по диаметру обрабатываемой детали.
Наибольшую точность измерения обеспечивает трехконтактная схема (рис. 27), так как в процессе обработки измеряется поверхность цилиндрической детали, находящаяся между тремя точками прибора, а, как известно, через три точки можно провести только одну окружность, которая и измеряется по этой схеме.
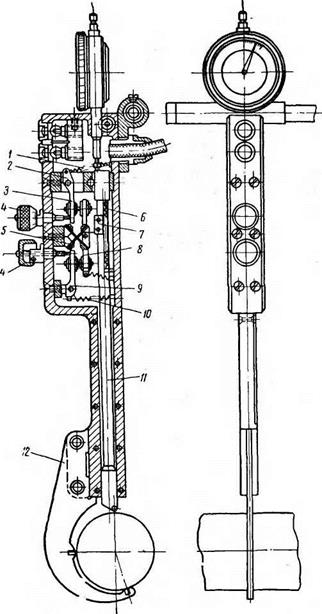
Автоматизированный контроль валов в процессе шлифования осуществляется измерительными скобами различной конструкции с размерными датчиками. На рис. 27 изображено устройство для автоматического контроля, разработанное бюро взаимозаменяемости (БВ) при заводе «Калибр».
На обрабатываемую деталь надевается скоба 12, которая вместе со всем устройством крепится к кожуху шлифовального круга. Посредством специального амортизатора скоба своими неподвижными упорами постоянно прижимается к обрабатываемой детали. Для уменьшения износа упоры снабжены твердосплавными наконечниками. По мере того как диаметр детали при шлифовании уменьшается, измерительный стержень 11 под действием пружины 6 перемещается вниз и угольником 7 воздействует на контактный рычаг 8. который крепится к корпусу с помощью плоской крестообразной пружины 5. Когда рычаг 8 замыкает неподвижные контакты 3, установленные на промежуточных рычагах 2 и 9, в сети автоматического управления станком
|
|
|
Рис. 27. Устройство дгя автоматического контроля шлифуемой детали |
возникает напряжение. Ток подается в обмотку электромагнита, который выключает станок или переключает подачу с черновой на чистовую.
Контакты 3 постоянно прижаты пружинами 1 и 10 к установочным винтам 4, с помощью которых производится регулировка прибора.
В корпусе электроконтактного датчика устанавливается индикатор, связанный со стержнем 11. При опускании стержня стрелка индикатора поворачивается, показывая, насколько опустился стержень. Для наблюдения за работой электроконтактного датчика в корпусе его помещены две лампочки — красного и зеленого цвета. Красная лампочка загорается в тот момент, когда замыкаются контакты, и ток подается в электромагнит, выключающий станок или переключающий режим обработки.
Указанное контрольное устройство избавляет рабочего от необходимости многократно останавливать станок для проверки размера обрабатываемой детали, а также находиться все время у станка, позволяет осуществлять многостаночное обслуживание и повышает производительность труда.