
В условиях серийного и массового производства, когда одинаковые детали изготовляют в очень больших количествах, измерять их универсальным измерительным инструментом (микрометрами, штангенциркулями и т. д.) нецелесообразно, так как на
|
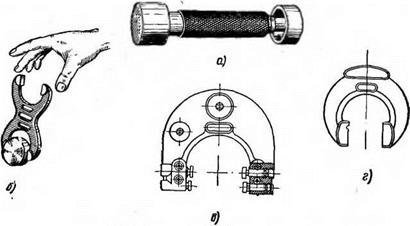
Рис. 22. Предельные калибры: а—двухсторонняя пробка, б—двухсторонняя скоба, в—односторонняя двухпредельная регулируемая скоба, г—односторонняя двухпредельная скоба |
это затрачивается много времени и требуется высокая квалификация от рабочего. В этих условиях большей частью пользуются жесткими измерительными инструментами — предельными калибрами.
Калибры для проверки валов называют скобами, а для проверки отверстий — пробками.
У предельных калибров измерительные размеры соответствуют наибольшему и наименьшему предельному размеру обрабатываемой детали. Таким образом, при измерении происходит сравнение размеров детали с предельными размерами.
У скоб проходной размер соответствует наибольшему предельному размеру деталей, непроходной—наименьшему предельному размеру.
У пробок проходной размер соответствует наименьшему предельному размеру детали, а непроходной — наибольшему.
Предельные калибры (рис. 22) изготовляют в виде двухсторонних пробок, двухсторонних скоб и односторонних двухпредельных нерегулируемых скоб.
Регулируемые скобы выпускаются для размеров до 500 мм, причем размер регулируется в небольшом интервале.
При измерении вала двухсторонней скобой проходная сторона скобы под действием собственного веса должна пройти через диаметр вала, непроходная сторона не должна проходить. На проходной стороне имеется маркировка «ПР», на непроходной— «НЕ».
Чтобы ускорить процесс измерения, применяют одностороннюю, двухпредельную скобу, у которой передние измерительные поверхности — проходные, а задние — непроходные. Когда деталь не проходит через проходной калибр (или проходные измерительные плоскости), то она имеет увеличенный диаметр, что является исправимым браком.
Когда деталь проходит и через проходной и через непроходной калибры, то она является браком по заниженному размеру, т. е. браком неисправимым. Поэтому в производстве стремятся выдерживать размер ближе к наибольшему предельному размеру вала и наименьшему предельному размеру отверстия.