
Резьбовые поверхности проверяют резьбовыми шаблонами, шагомерами, резьбовыми микрометрами, резьбовыми индикаторными скобами, резьбовыми калибрами, методом трех проволочек, на инструментальных микроскопах и т. д.
Резьбовые шаблоны (рис. 14, а). Служат для определения шага наружной резьбы. Они представляют собой стальные пластинки 1, собранные в наборы с зубьями метрических или дюймовых профилей и разными шагами в соответствии с ГОСТ. Шаг резьбы определяют путем наложения пластинки на измеряемую резьбу (рис. 14, б).
Шагомеры (рис. 14, в). Применяют для относительного измерения резьбового шага. Они снабжены двумя шариковыми
 |
 |
наконечниками, которые устанавливаются по резьбовому образцу. Один из них связан с корпусом инструмента неподвижно, а другой — посредством системы рычагов с измерительным стержнем миниметра. При наложении на резьбовой шаблон или образец подвижный наконечник устанавливается на нуль, а при
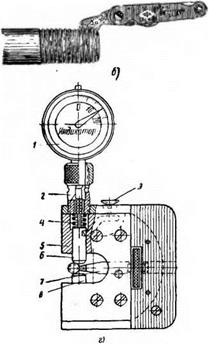
Рис. 14. Контроль резьбы:
о—резьбовые шаблоны, б—измерение резьбовым шаблоном, в—измерение шагомером,
г—резьбовая индикаторная скоба
наложении на измеряемую резьбу прибор показывает отклонение шага от образца.
Резьбовая индикаторная скоба (рис. 14,г). Предназначена для относительных измерений среднего диаметра резьбы. В корпусе скобы 5 смонтированы шаговые вставки или резьбовые гребенки 6 и 8. Г ребенка 8 неподвижная, а гребенка 6 подвижная и связана с измерительным наконечником индикатора 1, закрепленным в насадке 2 пружиной 4. Для быстрой ориентировки резьбы служит упор 7. Арретир 3 позволяет отводить гребенку 6 перед установкой детали в измерительную позицию.
В серийном и массовом производстве резьба проверяется резьбовыми калибрами, изготовляемыми в виде проходных и непроходных резьбовых колец (для контроля наружной резьбы) и пробок (для контроля внутренней резьбы).