
Характер соединения двух сопряженных деталей называется посадкой. По назначению посадки бывают неподвижные и подвижные.
Подвижные посадки характеризуются зазором. Чем больше зазор, тем легче перемещается одна деталь по другой.
Неподвижные посадки разделяют на прессовые и переходные. Прессовые посадки обеспечивают неподвижность деталей путем принудительной запрессовки вала в отверстие (до запрессовки диаметр вала несколько больше диаметра отверстия).
Переходные посадки создают неподвижность сопряженных
деталей посредством крепежных деталей. Поэтому у них диаметр вала может быть несколько больше, равен или даже меньше чем диаметр отверстия, т. е. в этих соединениях в одних случаях может быть зазор, в других — натяг. При малых зазорах или натягах в соединениях достигается большая точность совпадения осей отверстия и вала. Таким образом, переходные и прессовые посадки обеспечивают соосность вала и отверстия. На рис. 1 показано, как выполняются размеры валов и отверстий для получения различных посадок:
/ — диаметр отверстия больше диаметра вала. Такое соединение обеспечивает подвижную посадку. Здесь поле допусков отверстия находится над полем допуска вала.
|
|
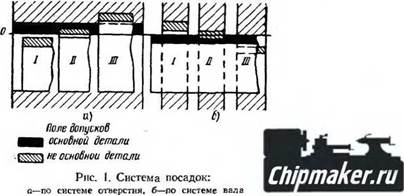
II— диаметр отверстия и диаметр вала могут образовывать как зазоры, так и натяги, небольшие по величине. Это переходные посадки. Поле допуска отверстия и поле допуска вала ча-< стично или полностью совмещаются.
III — диаметр вала больше диаметра отверстия. В этом слу — *чае образуются прессовые посадки. Поле допусков вала находится над полем допусков отверстия, т. е. при любых действительных размерах диаметров вала и диаметров отверстий в соединении гарантируется натяг.
Как подвижные, так и неподвижные посадки могут быть выполнены с зазорами и натягами большими или меньшими по величине. Например, для вращения шпинделя шлифовального станка в подшипниках нужен зазор меньший и, следовательно, посадка более тугая, чем при монтаже шлифовального круга с фланцем на шпинделе станка.
По ГОСТ 7713- 55 в отечественном машиностроении применяют следующие посадки, расположенные в порядке уменьшения натягов и увеличения зазоров (в скобках даются их сокращенные обозначения):
![]()
Горячая. . . ^Гр) Прессовая. (Пр) Легкопрессо
Глухая…. (Г) Тугая….. (Т) Напряженная. (Н) Плотная. . . (П)
Скользящая. . (С) Движения. . (Д) Ходовая. . . (X) Легкоходовая (Л) Широкоходо
вая …………. (Тх)
Для соединения двух деталей «намертво», например колеса железнодорожного вагона с осью, нужно нагреть отверстие колеса до температуры 450—550° С и надеть на холодную шейку вала. При остывании отверстие уменьшается в размерах и очень плотно охватывает вал. Это пример горячей посадки.
Посадка втулки в крышку корпуса пневматической сверлильной головки также неподвижная, но натяг в этом случае меньше и сборка производится запрессовкой на прессе в холодном виде и таким образом создается прессовая посадка.
Глухая посадка обеспечивает надежное соединение деталей, причем сборка производится при больших усилиях. Во избежание поворота одной детали относительно другой в местах соединения ставят шпонки и шпильки. Примером может служить посадка муфты на вал электродвигателя.
Тугая посадка применяется для получения плотного соединения деталей, например внутреннего кольца шарикоподшипника и вала. Сборка и разборка таких деталей производятся сравнительно редко и при больших усилиях. В этом случае также используют шпонки или шпильки.
Напряженная пбсадка применяется, когда сборка и разборка деталей должны выполняться без значительных усилий, лишь при помощи ручника, например посадка зубчатого колеса на шпиндель станка.
Плотная посадка предусматривает соединение деталей, сборка и разборка которых должны производиться при помощи деревянного ручника или вручную, например посадка наружного кольца шарикоподшипника в корпус.
При свободных посадках зазор постепенно увеличивается по мере перехода от посадки скольжения к тепловой ходовой. Последняя применяется в соединениях деталей, работающих при высоких температурах. В этих случаях может возникнуть разное тепловое расширение вала и отверстия, поэтому требуются увеличенные зазоры.
Система отверстия и система вала. Различные посадки деталей можно осуществлять разным выполнением размеров вала и отверстия. Практически же выгодно одну деталь изготовлять с постоянными размерами, а нужные посадки получать за счет изменения размеров сопрягаемой детали.
Если предельные размеры отверстий остаются постоянными для всех посадок, то такой вид соединений деталей называется системой отверстия; различные посадки получаются за счет изменения предельных размеров вала. Здесь поле допуска отверстий неизменно, а поле допуска валов изменяется в зависимости от посадки (рис. 1,о).
При системе отверстия нижнее отклонение отверстия равно 0. Допуск равняется верхнему отклонению, т. е. всегда направлен в сторону увеличения отверстия.
Если валы изготовляют так, что предельные размеры их остаются постоянными для всех посадок, то такой вид соединений деталей называется системой вала. Поле допуска валов остается неизменным, а поле допуска отверстий меняется в зависимости от посадки (рис. 1,6). Верхнее отклонение вала равно 0. нижнее — допуску.
В машиностроении обычно используют систему отверстия. Это объясняется тем, что легче изготовлять валы различных размеров, чем отверстия, так как для выполнения отверстий требуется большее количество инструмента (зенкеры, развертки), абразивные круги разнообразных форм и размеров.
В некоторых случаях выгоднее пользоваться системой вала. В частности, система вала применяется в приборостроении.
Выбор системы посадок определяется экономическими, технологическими и эксплуатационными соображениями.