
При шлифовании по предложенному способу твердых и сверхтвердых материалов обнаружена периодичность в протекании физических явлений и в соответствующем изменении значений всех технологических показателей обработки. Наиболее ярко эта периодичность проявляется при обработке сверхтвердых материалов. Ее следует рао — сматривать как результат глубокой взаимосвязи между природой и переменной интенсивностью износа алмазных зерен, силами резания на единичных зернах и прочностью алмазоудержания, интенсивностью износа зерен и целенаправленного съема связки в зове управления. Тот факт, что периодичность установлена и для кругов на органической связке, позволяет рассматривать режим их самозатачивания как вписывающийся в более общие закономерности работы алмазного крута ; дозируемым разрушающим воздействием на прочные связки.
|
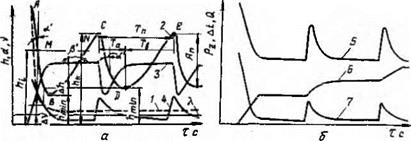
Рис. 4.5. Взаимосвязь износа алмазного круга и периодичности изменения физических /а/ и технологических /б/ показателей шлифования: ■і <- высота выступания — зерен при шлифовании без управления; 2 — высота зерен в управляемом процессе; 3 — площадка износа зерен; 4 — скорость износа зерен; 5 — тангенциальная сила Pz ; 6 — линейный съем СІМ; 7 — производительность обработки |
Изучение периодичности физических явлений и выходных показателей дает возможность вскрыть новые резервы повышения эффективности алмазного шлифования.
В начале обработки исходный режущий рельеф круга предельно развит /рис. 4,5, точка А/: высота выступания зерен максимальна /г„7ах -, отсутствуют площадки износа d « 0, в контакте с СТМ находится минимальное количество зерен п. , скорость их износа v? значительно превышает интенсивность удаления связки круга А, которая в процессе обработки остается постоянной. В результате этого высота выступания зерен h. резко падает ■ на них образуются площадки износа. Способность зерен самозатачиваться в значительной степени зависит от высоты их выступания. По мере яя уменьшения растут длсиадки «евоса яа зернах, увеличивается количество зерен в контакте с СТМ при его приближении к связке, затухает самозатачивание. Нагрузки на каждое — зерно перераспределяются, что с учетом роста значений сі обеспечивает сншщше фактического давления на зерна и способствует уменьшению самозатачивания. Все это обусловливает резкое снижение скорости износа зерен / , а также приводит к соответствующему
изменению значений физических и выходных технологических показателей процесса шлифования, т. е. линейный съем СТМ лі, а следовательно, производительность обработки <? и тангенциальная составляющая силы резания Рг уменьшаются.
Снижение высоты выступания зерен прекращается в момент наступления равенства скоростей V, Л /точка в /. Казалось бы, в этой точке процесс должен стабилизироваться и в дальнейшем протекать без периодичности. Однако этого не происходит. Скорость износа алмазных зерен, по всей видимости, продолжает снижаться и становится значительно меньше интенсивности удаления связки круга, в результате чего высота выступания зерен начинает расти /участок ЗС /, Процесс интенсивного самозатачивания алмазных зерен возобновляется в тот момент, когда их высота выступания достигнет определенного іфитического значения hK /точка с/. Ей соответствует конкретное количество зерен в контакте и размер площадок износа на них, что определяется условиями обработки /усилие прижима СТМ к кругу, скорость вращения круга, прочность зерен и т. д»/. На величину И. к определенное влияние может оказывать и циклический характер контакта зерен с обрабатываемым CU1, когда благодаря циклическому нагружению и разогреву они постоянно накапливают в зоне деформации предельное /критическое/ количество субмикротрещин. В результате может наступить момент скачкообразного распространения трещины и разрушения кромок зерен, т. е, начнется процесс их самозатачивания и интенсивного съема СТМ /участок сд /. Описанное повторяется через период времени Тп,
• Такой периодический процесс продолжается при неизменных условиях обработки сколь угодно долго, т. е. до полного износа круга, поэтому вполне естественно предположить, что главнейшим его условием является равенство средней за период скорости, износа зерен и скорости удаления связки, несмотря на то что в пределах одного периода Тп скорость износа зерен колеблется значительно.
Равенство средних значений скорости износа алмазных зерен $ср и интенсивности удаления связки }фуга свидетельствует о макростабильности процесса в том смысле, что он не затухает до полното износа круга, поскольку на протяжении всего периода его работы происходят чередующиеся с определенным установившимся — периодом Т„ акты лавинообразного износа, круга и съема припуска с СТМ.
Непостоянство скорости V» в пределах времени, равного одному периоду Тп, свидетельствует о существовании некоей внутренней неоднородности стабильного в целом процесса шлифования. Таким образом, можно утверждать что равенство = А
является необходимым, но недостаточным условием обеспечения стабильности процесса в строгом смысле* Достаточным условием, очевидно, будет равенство скоростей V и Л в каждый момент времени обработки*
Установлено, что характер износа зерен во времени таков, что одной и той же высоте выступания зерен А/ в различных временных интервалах в пределах одного периода Тп /участки А В, ВС / соответствуют совершенно разные скорости износа зерен и значения выходных показателей обработки, что на первый взгляд не вполне логично. Следовательно, существуют причины, по которым высота выступания зерен обусловливает неодинаковость скоростей их износа в различные моменты времени обработки, вследствие чего интенсивность разрушения зерен снижается не только после прекращения падения высоты h / h — /г min, точка 3 / , но и при ее дальнейшем увеличении /участок ВС /.
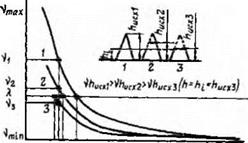
Одним из таких факторов может быть динамика износа зерен, которая наглядно иллюотрируется рис. 4.6. Если алмазное зерно значительно выступает над связкой круга h. = h. иел< и имеет острую кромку, то его разрушение в начальный момент будет происходить очень интенсивно /лавинообразно/ и поликристалл будет переметаться в направлении зерен с определенной скоростью. После разрушения како^-то части зерна вход СТМ в контакт со следующей частью зерна будет происходить как бы с ударом, сила которого определится скоростью перемещения обрабатываемого СШ, т. е. предшествующей скоростью износа зерен. Поэтому интенсивность разрушения одного и того жё зерна при достижении им определенной высоты hi будет тем выше, чем выше начальная высота h исх, т*е* > Ікшл ■ ■ • ■> & • Такому разрушению
зерен в этот период шет способствовать в значительной степени эффект локального упругого восстановления связки. Поскольку со временем процесс затухает, скорость износа зерен резко снижае’в — ся. Если в это время высота зерна станет меньше, чем ее критическое для данных условий значение, то скорость его износа существен но не изменится, так как в более статических условиях зерно не Зудет подвергаться разрушению. Этому способствует также увеличение площадки износа на нем, что приводит к уменьшению фактического давления на зерно.
В реальном процессе скорость перемещения СТМ в направлении к зерну /особенно в начале обработки/ может достигать ТОСЮ мкиумик, так как с увеличением высоты зерен значительно уменьшается их
Рис. 4.6. Влияние начальной высоты выступания зерен. на скорость их износа

![]()
 количество в контакте с СТМ.
количество в контакте с СТМ.
Следовательно, резкое снижение интенсивности износа зерен после прекращения падения высоты их выступания /см. рис. 4.5, точка В, у) * Л, h ■= hmin / можно объяснить затуханием динамического процесса их разрушения и перехода его в процессе трения износостойкой пары СІМ алмазные зерна. Поскольку скорость удаления связки постоянна, происходит плавное увеличение высоты зерен без заметного изменения скорости их износа
— В атом интервале времени зерна с меньшей глубиной заделки в связке выпадают из нее, поскольку они, как правило, имеют и максимальные размеры площадок износа, а следовательно, на них действуют большие тангенциальные силы /силы трения/. Поэтому в определенное время высота зерен, количество их в контакте и размеры площадок износа на них достигнут таких значений, что при данных условиях обработки станет возможным’возобновление самозатачивания алмазов путем микро — и макроразрушения. Это, в свою очередь, приведет к возобновлению интенсификации съема припуска с обрабатываемого сверхтвердого материала. Критическая высота выступания зерен всегда меньше, чем исходная, поэтому скорость их износа будет несколько меньше, чем при h — h* , но только на участке А В /см. рис. 4.5/ в силу описанных выше явлений.
Снижение степени динамического взаимодействия алмазных зерен с СТІЙ приведет также к тому, что минимальная высота их выступания k’min ‘после разрушения при. h^ станет несколько больше, чем после их разрушения при максимальной высоте в начальный период, т. е, k ’т1Г) — hmin + Ah і при этом часть периода Tg
на участке де /после стабилизации периодичности/ будет
несколько меньше, чем на участке ВС.
Следовательно, в более статических условиях взаимодействия алмазных зерен с СТМ после затухания динамического процесса в области значений h * k* интенсивность их износа мала и практически не зависит от высоты, а в области высот h > И. *• износ зерен стабилен, протекает достаточно интенсивно и является функцией высоты.
Таким образом, основные причины появления периодичности управляемого процесса шлифования сверхтвердых материалов при постоянном усилии прижима их к рабочей поверхности круга — неодинаковые скорость износа зерен в различные периоды времени при одной и той же высоте их выступания и характер зависимости интенсивности износа зерен от их высоты в различных диапазонах этих высот. Это порождается сложными динамическими явлениями в зоне контакта рабочей поверхности круга с СТМ при постоянной скорости удаления связки. Физической основой рассмотренных явлений следует считать то, что при одной и той же высоте выступания зерен, но б разные промежутки времени, а также при изменении высоты зерен на одно и то же значение, но в разном диапазоне высот, развитость их микро — и субцикрорельефа будет неодинаковой. Естественно, физические и технологические показатели процесса шлифования будут также различны.
Период’времени Тп /см. рис, 4,5/ можно разделить на время высокопроизводительного • Та и малопроизводительного шлифования Т( . Следовательно, исключение или уменьшение второй части периода Тп — реальный резерв повышения производительности шлифования сверхтвердых материалов. Поскольку скорость износа зерен и критическая высота их выступания зависят от условий обработки, вполне понятно, что изменением этих условий можно рейдировать в определенных пределах параметры периодичности Тп ,
Та. » и др. Активное влияние на процесс шлифования СТМ
остальных составляющих условий обработки проявляется только в условиях непрерывного управления режущей способностью круга.
Сила тока цепи управления несомненно должна оказыва’ть значительное влияние на периодичность износа я изменения режущего рельефа, а следовательно, и выходных показателей процесса. На оо* новании рис. 4,5
![]() h — K. _ -Лочп.
h — K. _ -Лочп.
»-А >
|
|
и скорости износа зерен
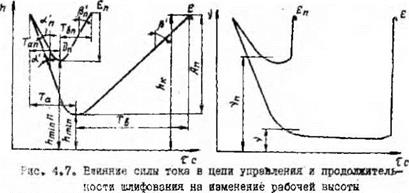
/4.Ї5/ увеличить силу тока в цепи управления, можно промять время высокопроизводительного съема С1Ы Та и соответственно уменьшить продолжительность малопроизводительного съема Т$ , в результате чего : сомкенно должка воярасти производительность шлифования в целом. Однако на самом деле при увеличении силы тока I процесс обработки протекает гораздо сложнее. Во-первых, прекращение падения высоты выступания зерен над уровнем связки происходит При болвшем значении I(hrmn3 >hmm2 Л Ат<п( > hm(n) благодаря увеличению скорости растворения связки круга Я /рис. 4.7/. Момент прекращения падения высоты A mtn наступает
раньше/точки Д, Ду. ………………………….. Дl /. что уменьшает время
Та. В зоне управления с изменением силы тока механическое или тепловое воздействие на зерна не сказывается, поэтому критическая высота выступания изменяться не должна. В результате происходит снижение амплитуды пульсапий Ап , т. е.
Ап>Апі>-Аа?
В то же время при повышении скорости растворения связки круга ысотэ выступания зерен быстрее достигнет своего критического значения I Ji’ > > . . . ja’i /, что с учетом увеличения высоты
hmtn значительно уменьшает время Tg, и в результате снижается период следования всплесков Тп » Поскольку с увеличением hmtn И уменьшением Та. И Tg среДКЯЯ произво — "лтельнооть за вреда Тц я Tg возрастает, общая производи — льность за период Тп также значительно повышается.
Ьлнос’ч.» исключить периодичность процесса шлифования можно
выравниванием скоростей V и Л при одновременном поддержании высоты выступания зерен над уровнем связки не меньшей, чем высота hK. При этом hmin “ И. к, а А„ = 0. Формулы /4,11/, /4,12/, /4.14/, /4,15/ в этом случае не имеют смысла. Таким образом, приняв V* = А , на основании выражения /4.13/ запишем откуда определим необходимую силу тока, обеспечивающую равенство скоростей ^ и Л,
Как уже отмечалось, скорость износа зерен вавиеит от их рабочей высоты и связана с ней зависимостью =oL Є. При
няв Л/ = h-к и подставив это выражение в формулу /4.6/, окончательно получим
Критическая сила тока I кр должна номинально обеспечить стабилизацию процесса за счет непрерывности самозатачивания алмазных зерен.
Практическая проверка показала правильность изложенных суждений. Так, при шлифовании синтетического алмаза СКМ /режимы обра-*- ботки: круг І2А2-45 150 х 10 х 3 х 32 АС6 125/100 ПМІ2 АІ 4,
И*- 20 м/ъ’, Snp = 1 м/мин, Рн = 2 МПа,- Ру = 50 Ц/ изменяли силу тока в цепи управления в диапазоне 30..*150 А при постоянных остальных условиях обработки /рис. 4.8/. Критическая сила тока Iкр, рассчитанная по зависимости /4.8/, составляла 143 А. Увеличение тока с 30 до 110 А уменьшает период следования всплесков выходных показателей с 20 до 10 с, а при I * Ї50 А процесс стабилизируется. При этом Тп =0, Ап — 0, а съем припуска осуществляется непрерывно /рис. 4.8, г/, благодаря чему производительность обработки возрастает более чем в два раза.
Интересен тот факт, что верхнее /пиковое/ значение тангенциальной силы — 28 Н в указанном диапазоне силы тока измене
ний не претерпевает, а ее минимальное значение непрерывно воз-
Ряс.. 4.5. Осциллограммы, отражайте влияние силы тока в цепи управления и продолжительности шлифования на выходные показатели обработки СКМ: I — Рг ; 2 — at » 3- Q
растает / R% min = 12 Н при I = ЗО А; %г тіп = — І6 Н при / ш 50 А; Рг min * 24 Н при I = ТТО А/. Тем самым увеличивается средняя сила, и цри 7 с I кр= 150 А ^ min =
= Pzmax * 28 Н, что подтверждает правильность сделанных выводов. Аналогично изменяется и другие показатели обработки.
На периодичность процесса шлифования заметно влияет и другие составляющие условий обработки, например зернистость и концентрация круга, частота его вращения. Так, в результате увеличения частоты вращения круга вырождается периодичность и повышается производительность при одновременном снижении удельного расхода алмазов. Однако возможности управления параметрами периодичности изменением значения V*p ограничены.
Уменьшение концентрации круга до 25 % / Z = 125/100/ или его
зернистости до 50/40 /при К « 100 %/ приводят к стабилизация процесса. Эффективность процесса при этом не повышается, так как в первом случае снижается производительность обработки, а во втором — еще и увеличивается удельный расход алмазов.
Большими потенциальными возможностями обладает тот круг, у которого при прочих равных условиях наиболее четко проявляется периодичность процесса /максимальные период Тп и амплитуда Ап всплесков/. Стабилизация процесса пшифрв? ния таким кругом за счет правильного выбора силы тока в цепи управления позволяет обеспечить существенное повышение производительности обработки.