
Проанализируем, как влияет прочность удержания алмазов связкой на условия осуществления автономного воздействия с целью управления высотой выступания зерен круга в процессе шлифования.
В качестве параметра прочности удержания алмазов связкой примем относительную критическую заделку зерен £ кр, оценку условий автономного воздействия будем производить по линейной скорости удаления связки А. Прочностные свойства связки учитываются достаточным условием стабильности высоты наиболее выступающих зерен, согласно которому к моменту выравнивания потенциально возможной скорости износа зерна на уровень скорости износа всей совокупности зерен необходимо уменьшить заделку его в связку до критического значения.
Определим условия, при которых произойдет совпадение во времени двух событий: а/ потенциально возможная скорость износа зерна снизится до значения скорости удаления связки
Л = V ; /ЗЛЗУ
б/ заделка зерна в связку уменьшится до критического значения
б^ЬЄкр. /3.12/
В процессе шлифования прочностные свойства связки постоянны, поэтому чтобы определить условия, при которых возможно совпадение во времени событий "а" и "б", необходимо для каждого значения отыскивать диапазон измерения скорости удаления связки Л. Минимальную скорость удаления связки круга, при которой указанные события имеют место, будем называть критической. Ее физический смысл заключается в том, что скорость износа, уменьшаясь, может сравняться со скоростью удаления связки раньше, чем зерно будет обнажено до критической заделки. Существует минимальная скорость удаления связки X кр, нике которой невозможно совпадение. событий "а” и "б". При постоянной величине А < X кр обнажение зерна до критического значения заделки в связку наступает позже, чем выравнивание скоростей удаления связки и износа зерен. Значение Акр находим решением совместно уравнений /ЗЛІ/* /3.12/ относительно Т :
рен в данных условиях шлифования, мкм; Є кр — £■ кр/L ~ критическое значение относительной заделки зерна / — крити
ческая заделка; L — текущее значение линейного размера зерна, жм/.
Из формулы /З. Ї4/ следует, что выбор минимально допустимой скорости понижения уровня связки зависит от особенностей изнашивания алмазных зерен кошфетным обрабатываемым материалом и от значения критической заделки зерна, которое при прочих равных условиях определяется прочностными свойствами связки круга. Полученное выражение для определения минимально допустимой скорости автономного удаления связки является не явным относительно Акр, что обусловлено взаимосвязью процессов обнажения зерна в автономной зоне с износом их в зоне шлифования и влиянием на него прочностных свойств связки.
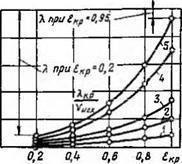
На основании результатов расчета уравнения /ЗЛ4/ численным методом по стандартной программе построены графические зависимости минимально допустимой скорости автономного удаления связки А кр от относительной критической заделки зерен <£ кр. В качестве исходных данных, характеризующих износ зерен, использованы результаты эксперимента. Принималось, что сі і = ебА ,
aL = ah. . Допускаемая при этом погрешность не превышала разницы в износе "выдвигаемого” и "невыдвигаемого" зерен, появляющейся вследствие непрерывного "выдвижения" зерна из связки по сравнению с тем, когда его заделка остается постоянной. Возможность дополнительного износа зерна при уменьшении его заделки установлена статистически [ї29] . Кривые І…4 на рис. 3.3 характеризуют изменение минимально допустимой скорости удаления связки в зависимости от критической заделки зерен применительно к шлифованию меди /I/, Эй-76Ь /2/, КНТ-Ї6 /З/, АСПК/4/. Если бы связка обеспечивала одно и то же значение’ критической — заделки зерен, то для создания условий стабильности процесса шлифования труднообрабатываемых материалов минимальная скорость удаления была бы зыше в силу более интенсивного износа зерен в этих процессах. Однако, несмотря на различие в абсолютных значениях скорости удаления связки, характер ее изменения в зависимости от ‘ величины £кр одинаков» После перестройки кривых І…4 в масштабе относительной скорости все они практически совпали /кривая 5/. Анализ обобщенной кривой изменения свидетельствует о том, что прочность удержания алмазов в связке служит важнейшим фактором, определяющим диапазон возможного регулирования скорости удаления
Рис. 3.3. Зависимость минимальной скоро оги. удаления связки от относительной ч критической заделки зерен
![]()
![]()
![]() связки. Граничными значениями скорости удаления связки Л являются величины А — Аисх, Л * Акр * Поскольку при шлифовании с автономным дополнительным воздействием на іфуг скорость удаления связки равна скорости износа зерен, а последняя имеет тесную корреляционную связь с наибольшей высотой их выступания, диапазону возможного регулирования Л будет соответствовать диапазон возможных значений стабильно поддерживаемой высоты зерен hy. Таким образом, чем более прочно удерживает связка алмазные зерна, тем шире диапазон управления их высотой выступания. Следовательно, расширяются возможности оптимизации состояния рельефа рабочей поверхности круга при шлифовании различных материалов. При интенсификации съема различных обрабатываемых материалов оптимальным режущим рельефом более прочная связка позволит повысить эффективность использования алмазов за счет уменьшения размеров части зерна, которая покидает круг, не реализовав своей режущей способности.
связки. Граничными значениями скорости удаления связки Л являются величины А — Аисх, Л * Акр * Поскольку при шлифовании с автономным дополнительным воздействием на іфуг скорость удаления связки равна скорости износа зерен, а последняя имеет тесную корреляционную связь с наибольшей высотой их выступания, диапазону возможного регулирования Л будет соответствовать диапазон возможных значений стабильно поддерживаемой высоты зерен hy. Таким образом, чем более прочно удерживает связка алмазные зерна, тем шире диапазон управления их высотой выступания. Следовательно, расширяются возможности оптимизации состояния рельефа рабочей поверхности круга при шлифовании различных материалов. При интенсификации съема различных обрабатываемых материалов оптимальным режущим рельефом более прочная связка позволит повысить эффективность использования алмазов за счет уменьшения размеров части зерна, которая покидает круг, не реализовав своей режущей способности.
Прочность влмазсудержания зависит от механической прочности связки, в частности от параметров HR6 , е? слс [ЗЬ» ЬІІ,
По методике, разработанной в ИСМ АН УССР, прочность алмазоудержания определяется параметром <5Л, равным отношению предельной
силы нагружения вершины зерна к площади нормального сечения заделанной в связку части зерна. Установлена определенная корреляция между значениями <5А и &сж связки [бї] . Если закрепление алмазных зерен преимущественно механическое, существенное значение имеет ее твердость НРС [ЗБ] . Твердость связок на основе Си. — S/г ВУ — 133 НРС Солее высокая по сравнению с 82 — Ы ІІРБ в случае основы Си — Jit — Zn. Однако эти составы нп отличают ся высок/;.-, алмеэоудерженясм. Эффективный метод позкпения прочности удержания алмазов — легирование связок адгезионно—акти-‘-
нами элементами 2% , Сг — , Ті, вє [з, 36] — Введение гидрида титана [бі] в связку МІ дает большее повышение <$А,
чем при введении свободного титана. Гидрид титана ГЇН2 при
температуре прессования 670-770° разлагается на титан и водород. Титан вступает в химическое взаимодействие, а водород создает защитную атмосферу [35] .
Для изучения эффективности управления режущим рельефом кругов были выбраны связки на медно-алшиниево-цинковой /МЫ/, меднооловянной/МІ/, железной /МВ/, кобальтовой /М05/ основах, а также МІ, легированная гидридом — титана. Нами экспериментально оценены возможный и приемлемый диапазоны управления высотой выступания зерен при использовании связок с различной прочностью элмзэо — удеркания. В основу выбора критериев эффективности процесса управления режущим рельефом положены интенсивность съема обрабатываемого материала и расход алмазов круга. Поэтому управление параметрами режущего рельефа осуществлялось с целью достижения стабильного поддержания оптимального состояния режущего рельефа, при котором максимальная производительность обработки реализуется при оптимальном расходе инструмента. Если же уровень производительности ограничен по каким-либо технологическим соображениям, то оптимизация рельефа направлена не сокращение расхода алмазов круга.
Таким образом, в качестве ограничений процесса шлифования можно выделить два параметра: минимально приемлемый уровень производительности обработки и максимально допустимый расход алмазов круга. Соответственно этим параметрам приняты ыраничения на диапазон управления высотой наиболее выступающих зерен: минимальная высота наиболее выступающих зерен, при которой производительность шлифования не ниже приемлемого уровня, и максимальней высота их — выступания, при которой расход алмазов не превышает допустимых значений. Минимально приемлемой производительностью шлифования с управлением режущим рельефом принято наименьшее ее значение, ігри котором не нарушается стабильность процесса обработки.
Известно, что при скорости удаления связки ниже Акр нарушается стабильность управления высотой наиболее выступающих зерен и процесс шлифования характеризуется чередованием интервалов времени съема припуска с интервалами крайне низких его значений вплоть до отсутствия. Экспериментально установленное явление чередования интервалов времени съема припуска с интервалами его практического отсутсвия при шлифовании с непрерывны?.! автономным управлением связки круга, которое пелучило название "периодич-
ность шшфования" [22, 404] 9 &jдет рассмотрено далее* Выходные показатели процесса обработки в этом режиме низкие*
Допустимый предел расходования алкаэон ъ круге оценивался но эффективности непрерывной ЗаКСЕШ износившихся зорен новыми из глубины слоя. Об эффективности замены износившихся зерен НОВЫМИ — ОЖ — но судить по отношению числа вершин зерен п. , КаХОДШШИХСЛ И:-, самом верхнем уровне, к вероятно^ числу вершин зерен, попадэкта; в произвольное сечение матрицы круга пм « Верхний /нулевой/ уровень сечения профиля принят в качестве базового на основании следующего предположения* Каждое зерно в управляемом процессе шлифования, вступив по взаимодействие с обрабатываемом материалом ;t пройдя этап износа дс размера, при котором скорость его износа ст.- нет меньше, чем других зерен, должно остаться нз верхнем уровне сечения. Очевидно, что при внедрении алмазных зерен в разные обрабатываемые материалы количество коп тактируют. їх зерен больше количества зерен, находящихся на верхнем уровне профиля, и зависит от условий обработки. В управляемом процессе шлифования матрица непрерывно питает рабочую поверхность круга алмазными зернами, следовательно, именно по соотношению количеств вершин зерен, находящихся на самом верхнем уровне профиля и в произвольном сечении матрицы инструмента, можне судить об эффективности использования злмазов круга. В качестве необходимого условия исключения выпадения алмазных зерен дс вступления в контакт с обрабатываемым материалом требуется равенство в каждый момент шлифования плотностей вероятности числа вершин зерен на верхнем уровне сечения профиля режущего рельефа и в глубине матрицы, т<,е. вероятное количество вершин зерен, находящихся на верхнем уровне сечения профиля, додж- нс быть не меньше вероятного количество зорен в эквидистантном сечении внутри матрицы.
При экспериментальном исследовании определено количество вершин зерен, находящихся выше сечения на уровне & ^ Ъ мкм, т. е, количество вершин зерен в слое толщиной 5 мкм» Толщина слоя выбрана экспериментально, как дающая наименьшую ошибку яри оценке количества вершин зерен по методу отпечатков на фольге [127,129]. При S’ * 5 мкм резко возрастает ошибка принятия мякрокромок за отдельные вершины.
Поскольку количество зерен иа верхнем уровне определялось на единице площади 1 .чм^, количество зерен /г матрицы так же рассчитывали в слое матрицы толщиной 5 мкм со известной форглуле [lOl]
Для сопоставимости условий. работы алмазных кругов ьа различных связках и более однозначного определения выбранных критериев эффективности управления высотой выступания в качестве обрабатываемого материала использованы синтетические сверхтвердые полиіфистал — лы АС1ІК. Практическое отсутствие внедрения алмазных зерен в поликристалл и ничтожно малый объем продуктов шлифования /несколько кубических миллиметров в минуту/ снижают вероятность контактирования обрабатываемого материала со связкой, исключая тем самым влияние различия в ее износостойкости. При этом обеспечивается контактирование с обрабатываемым материалом только наиболее выступающих зерен, язлящихся объектом исследования.
При проведении экспериментов по шлифованию АСПК алмазными кругами — І2А2 -150 х 10 х 3 х 32 АС6 100/80 4 /рис. 3.4/ на выбранных связках Щ /I/, МЫ /2/ изменением интенсивности автономного электрохимического удаления связки су добивались наступления установившегося процесса обработки. 3 таком режиме шлифования по тетодиием, изложенным в гл. 2, определяли скорость линейного износа круга / , удаление связки А , высоту наиболее
выступающих зерен h, , количество зерен в слое & . Резуль
таты исследования /рис. 3.4/ показали, что наибольшим диапазоном управления высотой зерен обладают круги на связке MI, упрочненной гидридом титана, а наименьшим — на связке МВЇ. Несколько больший диапазон у кругов на связке MI. Круги на связках МОЗ и МЖ показали близкие результаты, несколько уступающие по диапазону эффективного управления высотой наиболее выступающих эерен кругам на связке М •/ + Гі. Таким образом, экспериментально под
тверждено положение о важной роли алмазоудержания связки как
фактора повышения эффективности управления режущим рельефом круга.
ЮЗ
Рис. 3.4. Влияние скорости удаления связки Л на высоту выступания верен k и количество зерен п, находящихся В слое (Р, при Игр = 20 м/с, Рн = 3,0 МПа / д V, Ah ~ приемлемые диапазоны регулирования и управления/