
Peripheral longitudinal grinding with axial ultrasonic assistance is characterized by a periodically changing working direction with continuous cutting edge engagement. The newly created workpiece surfaces have sinusoidal machining marks [Warnecke and Zapp 1995].
Through the superposition of the conventional grinding process with ultrasonic oscillation, there is an additionally arising and constantly changing velocity that is transverse to the cutting speed set on the machine. Since ultrasonic vibration mathematically follows a sinusoidal function, the ultrasonic — related speed fluctuates between zero and a maximum value, determined by the set frequency and amplitude. Hence, the resulting working velocity does not solely occur in the feed direction but, additionally, in the transverse direction. Also, the velocity changes within half a period of ultrasonic oscillation, that is, within 1/44,000th of a second from zero to the maximum value.
The resultant cutting speed leads to a constant change of the stress direction of the diamond cutting edges. Contrary to conventional grinding, the area engaged of the diamond edges is changing.
|
Diamond cutting edge
vus max Velocity of ultrasonic oscillation vreS Resulting velocity component aus Angle of velocity component |

FIGURE 20.9 Principle of velocity superposition during grinding with axial ultrasonic assistance.
Figure 20.9 shows the principle of the change of the resultant cutting direction as a result of ultrasonic superposition.
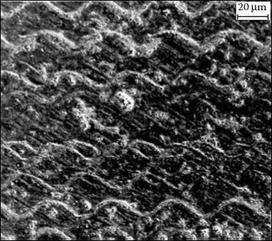
In conventional grinding, the machining marks run in the cutting direction. In ultrasonic-assisted grinding with radial excitation, the machining marks are also parallel to the direction of cutting, consisting of individual impact. The vibration in the axial direction causes machining marks transverse to the direction of cutting. Figure 20.10 shows the surface of a silicon nitride workpiece after grinding with axial ultrasonic assistance.
At a cutting speed of vc = 1 m/s, an ultrasonic frequency f = 21 kHz, and an amplitude of A = 4.5 pm, the ratio of the amplitude of oscillations and the wavelength is so high that the course of the generated oscillations can be clearly recognized. The infeed was defined at ae = 2 pm during these tests.
The creation of surface structures with axial ultrasonic assistance is possible if the tool, the material, and the process parameters are adapted to the requirements. The shape of the formed marks can be specifically set with the choice of the parameters’ cutting speed, ultrasonic frequency, and amplitude.
|
Material: |
SSN |
Frequency: f = 21.27 kHz |
cel |
‘ |
c |
|
|
Cutting speed: |
vc = 1 m/s |
Amplitude: A = 4.5 pm |
A |
|||
|
Feed: |
vft = 86 mm/min |
Infeed: ae = 2 pm |
||||
|
Cooling lubricant: Solution 4% |
Grinding wheel: D46 K + 888JY C50 |
Direction of grinding |
|
FIGURE 20.10 Structured surface of silicon nitride. |
During the machining with axial superposition of oscillations, process forces are reduced in comparison to conventional grinding. Due to the constantly changing working direction, the wear of the diamonds is clearly smaller. Thus, sharp edge areas of a cutting grain consistently engage in the material, which leads to the reduction of the process forces. As a result of the reduced proportion of friction through the sharper cutting edges, the thermal stresses are reduced as a whole. The contact zone temperature can be reduced, although additional energy is imported to the process by the high-frequency superposition of oscillations [Warnecke and Zapp 1995].