
For the manufacturer producing components by the thousand and the millions, process control assumes great importance. In this situation, it is essential to produce components rapidly and be assured of good quality. It can be wasteful if the process goes out of tolerance, particularly if the situation is not quickly detected. The process control system should, therefore, be able to detect changes that may lead to rejection of parts and take appropriate action.
Basically two different strategies are possible in response to detecting an unacceptable process condition:
• Stop the process and give an alarm.
• Make an adjustment to the operating conditions and continue.
Clearly, the second strategy is preferred to the first.
For flexible manufacture of small quantities, it is difficult to do better than a human operator in control of the process. However, as the drive to reduce costs becomes more important, there is a tendency to automate machines and place a number of machines under the control of one operator.
The relative ease of introducing low-cost automation to centerless grinding for larger batches was mentioned in Section 19.1. There are various levels of automation and the manufacturer will want to base the level of automation on such factors as the need to make frequent changes to produce different components, the frequency of repeat batches, the long-term future for production of such components, and so forth.
The basic levels of automation are likely to include: [13]
At the higher levels, automation may be implemented using a CNC machine having appropriate servodrives and measuring scales. A CNC is a system capable of being programmed to produce parts on particular machines. A CNC is given information about the specific machining operation through a part program. The part program allows an operator to feed data about the workpiece shape and the required sequence of operations into the CNC. The CNC gives continuous instructions to servocontrols to position machine axes following the programmed cycle and reads signals from servodrives and measuring devices to ensure the correct positions are achieved. The CNC may also send information about the process to a display screen or to a higher-level computer.
The cost of a CNC machine is much greater than the cost of a manually controlled machine. The decision to change to CNC control will not, therefore, be taken lightly. A CNC that becomes unreliable is a liability and can lead to a machine becoming unusable for long periods.
Before deciding to adopt or reject CNC control for centerless grinding, consideration needs to be given to potential advantages and disadvantages. Potential advantages of a CNC grinding machine are
• Can operate unsupervised for long periods
• Can incorporate control of automation devices and features
• Can incorporate intelligent control for process optimization
• Can in some cases store production data and process data
• Can in some cases communicate with a higher level computer
It should be noted, however, that a low-cost CNC is unlikely to incorporate more than the first of the advantages listed of operating unsupervised for long periods. A more expensive CNC will probably be required to allow integration with a full range of sizing and other equipment.
Some disadvantages of a CNC grinding machine are
• High initial machine cost
• The need for greater reliability of electronic devices over a long working life
• Dependence on a specialized repair service in the event of CNC breakdown
Very little has been published on the application of CNC to centerless grinding machines although several papers have considered optimization and CNC in relation to other grinding processes including Peters 1984 and Toenshoff, Zinnegrebe, and Kemmerling [1986]. More recently, attention has turned to Intelligent Process Control (IPC) based on modern CNC technology [Rowe et al. 1994]. In addition to the direct benefits of reduced manning, intelligent process control offers the potential for
• Sustained removal at maximum rate [Rowe et al. 1986]
• Avoidance of thermal damage [Rowe 1988]
• Accelerated spark-out by overshoot [Malkin 1981]
• Accelerated infeed through digital closed-loop control [Toenshoff et al. 1986]
• Consistent quality and production rate
• Learning strategies for new materials, wheels, dressing conditions, and so on
• Sensing and/or avoidance of chatter
• Feed-forward control of lobing [Frost, Horton, and Tidd 1988]
• Combined grinding and measuring cycles
Figure 19.60 shows a basic scheme for Intelligent Process Control of a Grinding System. The figure is not intended to describe a system currently in existence. It illustrates a framework into which different system developments can be classified. Various aspects that contribute to such a
|
FIGURE 19.60 B asic scheme for intelligent process control of a grinding system. |
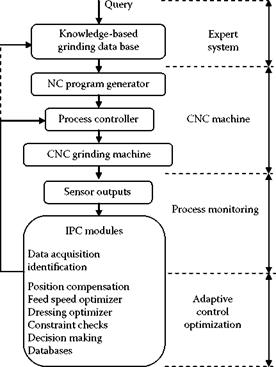
scheme have been developed and applied in particular systems as illustrated by some of the references listed above. For further details the reader should refer to Rowe et al. [1994].
The full expert system level illustrated has not yet been commercially developed for grinding, although aspects of such a system may already be incorporated into CNC grinding systems. A prototype expert system was developed and demonstrated that such an approach could be feasible. The operator wishing to machine a new product queried a database for recommendations on feedrate and material removal rate. The system gave advice based on previous products of a similar type or used rules to generate recommendations.
Having decided the basic values to be used for machining the part, these values are entered into the part-program using the part-program generator of the CNC. The process controller then initiates a grinding cycle. The first part is usually machined under close operator supervision to ensure sizing devices are correctly adjusted and change points for the grinding cycle feedrate changes take place at suitable positions.
Size gauging devices are a normal part of the monitoring level. A size reading may be used to trigger a fine feedrate for finish grinding and to trigger the commencement of dwell for spark-out. If the size reading takes place after the workpiece leaves the grinding contact, the size reading may be used to trigger a wear compensation for the infeed movement.
A power-monitoring sensor may be incorporated into the system and can be used in several different ways. If the maximum power reading increases after a number of parts have been produced, it is likely to mean that the grinding wheel has become blunt. This can be used to signal the need to redress the grinding wheel.
If the power reading drops after a number of parts have been produced, it means that the grinding wheel wear has had a self-sharpening effect. This may imply that the grinding wheel is
too soft for the application. However, it may also imply that it is safe to increase feedrate and reduce cycle time. Adaptive Control Optimization is a process where the system varies the feedrate or other parameters to bring the process closer to optimum operation.
Another possibility is to detect potential thermal damage to the workpieces based on the measured power. In this case, feedrate can be limited if the measured power approaches the maximum permissible for avoidance of thermal damage. The application of such a system relies on a process model that allows the onset of thermal damage to be predicted. Several researchers have proposed such systems but the practice lags well behind the theory.
Over the last two decades since the introduction of CNC, grinding process controllers have become increasingly sophisticated. Basic technology for grinding control may be incorporated by the CNC manufacturer. Further specialized technology for grinding may be added by the manufacturer of the grinding machine. In some cases, the machine user may add further specialized technology.
Where centerless grinding is employed for sustained production of batches of components of high precision parts, the greatest priority is likely to be for systematic trials to ensure stable grinding conditions together with high accuracy and high production rates.
By studying the information given in this chapter, the reader will achieve a sound grasp of the fundamental principles required to undertake the development of such a system.