
The machining-elasticity parameter K is a measure of the springiness of a grinding system. The parameter provides a convenient way to account for elastic deflections of the system due to grinding force. The use of the machining-elasticity parameter works best at frequencies well below the dominant resonant frequency of the system.
K = true depth of cm = a, (1947)
set depth of cut A
Values of K lie between 0 and 1. High grinding forces and low machine stiffness lead to a low value of K. A low value might be less than 0.1. Values greater than 0.4 are considered to be high.
It is possible to determine K, by measuring two stiffness values of the grinding system. This may be demonstrated as follows by considering the relationship between depth of cut and machine system deflections.
The set depth of cut is the sum at any instant of the deflection x and the true depth of cut ae. The value K can, therefore, be written in the form
a
K = —^ (19.48)
x + a
e
True depth of cut and deflection are both approximately proportional to normal grinding force, so that
Я
K = -^V (19.49)
ks +Я0
where ks is the cutting stiffness and Я0 is the static machine stiffness.
The cutting stiffness depends on workpiece hardness, grinding wheel sharpness, width of cut, and depth of cut. High cutting stiffness leads to high grinding forces. Static machine stiffness includes the combined effect of the grinding wheel, workpiece, and machine structural elements.
A simple alternative method for measuring K depends on measuring any parameter proportional to depth of cut during “feeding-in” or “sparking-out.” If the grinding machine is fitted with a suitable force transducer or a power-meter capable of showing instantaneous power, the following technique can be used.
In sparking-out, set depth of cut is removed only after a number of revolutions. The rate of decrease of depth of cut depends on the value of K. If the apparent depth of cut has a value a0 at the commencement of dwell, ae1 is the real depth of cut in the first half-revolution. The depth of cut diminishes each half-revolution.
|
|||
|
|
||
![]()
If true depth of cut is proportional to grinding power,
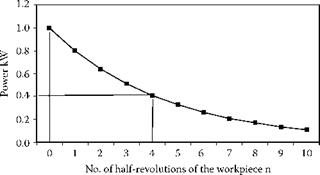
The combined effect of grinding force and deflections can be measured by taking the ratio of two values of grinding power separated by n half-revolutions of the workpiece as illustrated in Figure 19.35.
A typical value of K for a grinding system is K = 0.2. This represents a situation where the real depth of cut is one quarter of the total elastic deflections in the system. In this case, the power decays to 0.41 of the starting value after four half-revolutions of the workpiece. The value of K can be found by plotting the log values of the power decay against n to obtain a straight line. The slope of the graph is loge(1 — K).