Subject to achievement of quality levels, harder grits and bonds allow longer redress life and larger stock removal. The bond must not be too hard for the grinding operation and the grits should be sufficiently friable. Otherwise, grits eventually become blunt and are retained if grain forces rise to unacceptable levels. Blunt grits lead to high specific energy and glazed wheels.
Grits that are too weak and a bond that is too soft lead to rapid wheel wear and high surface roughness. An advantage of a soft wheel is that grinding forces tend to be lower than with a hard wheel.
For high wheelspeeds, it is necessary to consider the type of abrasive and wheel design for safe high-speed operation. Superabrasive wheels can be operated at higher speeds than conventional abrasives. Specialist conventional abrasives are available, designed for speeds up to 140 m/s. These may prove to be the most economic choice for high-speed centerless grinding.
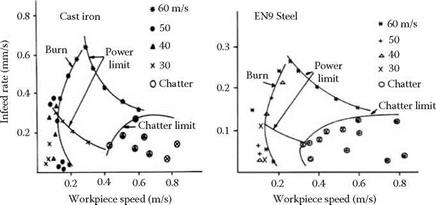
For sustained and repeated batch manufacture, it is worth conducting grinding trials with different wheels and grinding conditions to improve process economics. In this section, effects of grinding wheel speed on grinding rate are considered.
19.9.2.4 Improved Grinding Machines and Auxiliary Equipment
Consideration should be given to effects of machine design on grinding rate. Some features to be considered are
• Machine power. Many machines have insufficient power and this may frustrate attempts to increase removal rate. The full potential of the grinding wheel and high grinding wheel speed can only be realized if the machine has ample power. Speed and power available at the grinding wheel are particularly important.
• Variable speed drives. Variable speed drives allow wheel- and workspeeds to be adjusted to avoid resonant machine conditions. The same requirement applies to rotary dressing tool drives. Highest production rates and best quality are achieved when the machine speeds are adjusted to avoid resonant conditions. In this context, quality levels refer particularly to size, roundness, and roughness. The range of wheel speeds must be sufficient to allow high removal rates.
• High-speed grinding wheels. 60 m/s is reasonable for conventional wheels rated up to this speed. Much higher speeds are possible with special purpose wheel designs and superabrasives. High wheel speeds greatly increase the potential for high removal rates while allowing quality levels to be maintained.
• Machine stiffness. A high-speed grinding machine needs to be stiffer than a low-speed grinding machine. This implies a sound structural layout and sufficient rigidity. Slideways should allow accurate movement and the feed-drives must allow accurate control and adequate feedrates for grinding and for rapid loading and unloading. Other features to be considered include ease of setup and adjustment of machine settings.
• Effective fluid delivery. Fluid delivery assumes increased importance in high-speed grinding. Flowrates and supply pressures must be adequate to ensure transport of fluid into the grinding contact between the grinding wheel and the workpiece. It is only the “useful flowrate” that enters the grinding contact. Only useful flowrate acts to provide process lubrication and ensure cooling at the high-temperature contact interface. The fluid should be delivered as a high-speed sheet of fluid directed as far as possible straight into the grinding contact [Gviniashvili, Wooley, and Rowe 2004].
• An effective grinding fluid. The grinding fluid must be chosen for tribological properties of lubrication, cleaning, cooling, material removal, corrosion protection, biocide action, fire risk, and friendliness to the operators and environment. This is a specialist field that requires careful consideration.
• Dressing equipment. Dressing slides should be sufficiently rugged and accurate for precise control of dressing operations. The type of dressing tool used is important. Multipoint diamond tools allow greater consistency over a longer period than singlepoint tools. Diamond rotary tools may be preferred for high grinding wheel speeds, particularly for superabrasive wheels.
• Wheel guarding. Wheel failures should be an extremely rare event. However, for high grinding wheel speeds, adequate guarding must contain burst wheels within the guarding enclosure. Wheel guarding must conform to safety regulations.
|