
“Dressing” is a term that commonly includes truing the grinding wheel to achieve a true form and dressing to achieve a suitable cutting edge distribution and sharpness. “Conditioning” is another term used for preparation of a grinding wheel particularly in the case of CBN. Conditioning as a term is used in different ways in different contexts. Conditioning a CBN wheel is often taken narrowly to mean a post-truing operation to open up the wheel surface by using a dressing stick or by machining an easy-to-grind material for a short period prior to grinding workpieces. Conditioning is sometimes used as a general term to include truing and dressing.
Examples of truing a grinding wheel are illustrated in Figure 19.10. The first example shows a truing movement to produce a stepped grinding wheel. The dressing tool is inclined to allow the diameter and the face of the grinding wheel to be trued.
The second example is for through-feed grinding. A small taper is trued on the lead-in area of the grinding wheel to spread the main stock removal over a greater area of the wheel. Without the taper, the main stock removal will be concentrated on the leading edge of the wheel causing rapid wear in this area. It is not absolutely essential to include a lead-in taper because a taper automatically develops as a consequence of rapid wheel wear in the region of rapid stock removal. As wear develops, the taper spreads across the surface of the wheel. However, it is sometimes considered good practice to dress a lead-in taper to provide a more controlled wheel wear process and prevent the possibility of scroll marks from the leading edge of the wheel.
Dressing is primarily important for the accuracy of the grinding wheel profile. Dressing is also important for the effectiveness and economics of the grinding process. Figure 19.11 compares roughness and process power for two different dressing tools. One was a single-point diamond tool.
|
|
|
Trued form of a grinding wheel for continuous
parallel through-feed grinding.
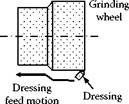
FIGURE 19.10 Examples of dressing operations for plunge and through-feed grinding.
The other was a multipoint impregnated-diamond dressing tool. The two dressing tools give basically similar results although in this example, the sharp single-point diamond yielded lower workpiece roughness after grinding and lower grinding power. A single-point diamond that is allowed to become blunt leads to higher grinding power and poor surface roughness.
The dressing traverse rate is seen to be important. Dressing at a higher rate increases the roughness of the grinding wheel leading to higher workpiece roughness and lower grinding power. This allows faster grinding rates.