
This refers to a class of grinders that must have the flexibility to perform a range of grinding operations that may also include face and OD grinding in a broad range of parts. Multispindle
|
|
||
|
|||
|
|
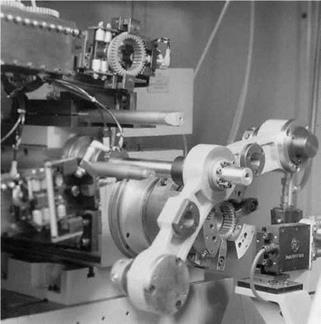
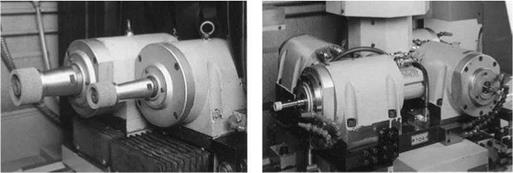
FIGURE 18.25 Four-spindle turret on Tripet grinder. (From Anon. 1989. With permission.) |
|
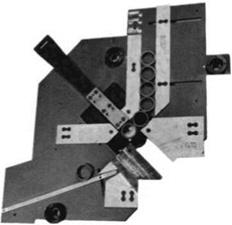
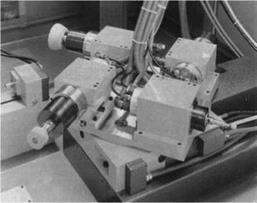
FIGURE 18.26 Three-spindle turret on Voumard grinder. (From Voumard n. d. With permission.) |
|
|
|
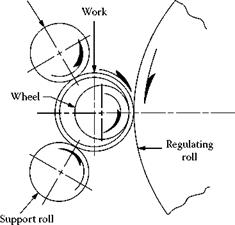
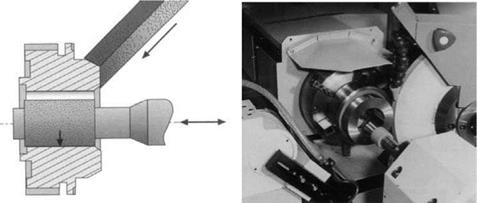
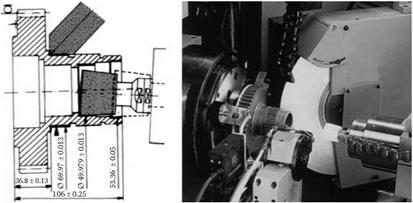
FIGURE 18.28 Simultaneous grinding of bore, external diameter, and face. (From Danobat 1992. With permission.) |
grinders also fall into this category. These can either be assembled on separate linear axes or on turret arrangements that may carry up to four spindles.
More recently, numerous machines have appeared on the market for simultaneously grinding bores and flange/ODs.
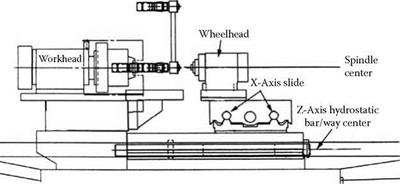
Grinder designs will often shift from having independent X — and Z-axis slides to compound slide arrangements to increase the travel range and, hence, range of part sizes. Stacking the axes also allows contouring moves relative to the part or dresser. Cycle times are now longer as the slide movements are greater and loading systems have to be flexible or, in many cases, loading is manual. However, they do offer the great advantage to the end user of performing several operations in one chucking.
The last category of machines is the natural result of the consolidation in machine tool manufacturing methods, tighter dimensional tolerancing, and just-in-time (JIT) manufacturing demands. This refers to the combination of machining and grinding in a single chucking. This has been receiving increased impetus since the mid-1990s and has produced some impressive improvements in productivity and capital equipment savings.
Several OEMs have designed vertical spindle machines where the workhead is above the grinding wheel. An example of this from EMAG [2001b] is shown in Figure 18.30. Having the workhead above the wheel allows the part to be loaded by gravity through the spindle into the chuck giving a
|
|
|
FIGURE 18.30 Combination grind and turn arrangement with part loading through the vertical workhead. (From EMAG 2001b. With permission.) |
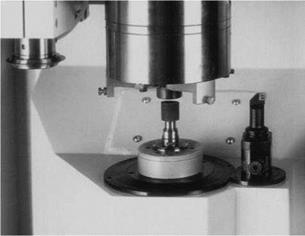
load time of 1.5 s. Alternatively, the part is brought on a conveyor into the chuck from below for a load time of about 4 s.
Another example from Campbell uses a conventionally configured vertical spindle grinder for processing gear bores and faces. Originally conceived as a purely grinding operation, the introduction of turning for the gear face reduced cycle time by 70%.