The incoming part quality is critical. The grind process is often used to “fix” problems earlier in the line and blamed for their deficiencies. The part must come in burr free from any premachining/ heat treat process and free of any contamination such as tumbling media used for deburring. (Grit blast media or loose burrs often leave a very characteristic appearance on the wheel face of random pock marks.) On a standard grinder, the out of roundness coming to the machine must be no more than one eighth of the stock amount, while the total geometry error should be no more than about one fourth.
18.4.4 Dressing
Dressing has been discussed in Chapter 7 for both conventional and CBN wheels. The end user should be aware, however, of the importance of the diamond being on centerline with the wheel. This is especially critical if the wheel is dressed, each part just prior to finishing, for sizing purposes as illustrated in Figure 18.8 [Bryant 1995]. If the diamond is off centerline the wheel will actually
|
FIGURE 18.8 The effect on part size of diamond dresser being off centerline. |
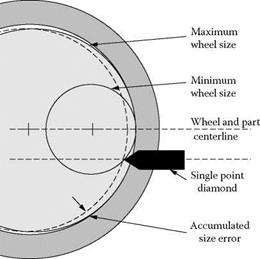
extend farther by a distance governed by its radius. Consequently, as the wheel gets smaller, this distance will increase leading to the part diameter getting bigger.
When traverse dressing vitrified CBN wheels, attention must be paid to the limitations of the grinder and the dresser spindle. Very few grinders are equipped with acoustic emission (AE) dress sensor technology, yet the dress infeed repeatability is limited by slide repeatability and thermal stability. It is necessary to determine by trial and error a safe total infeed amount to ensure repeatability and also determine the level of wheel wear, if possible. (This may be possible from QC data on size or tracing a coupon of the wheel face.) If the wheel wear is a significant portion of the infeed repeatability, then it is best to make multiple passes at smaller infeed depths to ensure the last pass is at a near constant depth. For example, if the minimum total infeed amount were 3 pm and the wheel wear were 1.5 pm, then it would be best to make at least two passes at 1.5 pm or 2 pm. However, if the wheel wear were only 0.5 pm then a single pass at 3 pm would be stable.
Internal grinding machines are very compact and most have evolved from designs based around single-point diamonds. End users wishing to retrofit an existing machine for rotary dressing have found space for a motorized spindle to be very limited and until the introduction of small high power density dc servomotors, grinders were equipped with air or small ac servo — driven electric dressing spindles with very limited torque. This, in turn, required the dresser diameter to be very small, sometimes only 10 to 15 mm, and often had to be run counterdirectionally. The dresser configuration was usually that of a cup so that even though the dresser wear might be high, the active diameter remained constant to maintain a constant crush ratio. Hydraulic motors offered better torque but had problems of heat generation especially during the prolonged period of new wheel dressing where additional heating would cause thermal errors. Also, industry is now eliminating hydraulics on new grinders where possible to reduce maintenance costs. Fortunately, many of these issues have been overcome with high power density of dc servomotors to eliminate torque deficits, while the use of synthetic needle diamonds in dressing cups and discs has reduced dresser wear.
Plunge roll dressing of alox wheels for internal grinding has been standard for 40 years with hydraulic and electric motorized spindles usually running counterdirectionally. Limitations in available equipment and system stiffness have held back the conversion of such processes to CBN abrasives although this is now changing rapidly.
|