
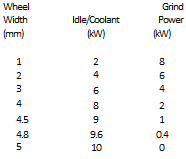
Taking both the beneficial and negative impacts of high speed, Table 17.2 gives the maximum stock removal rate as a function of wheel width for a 10-kW spindle.
 |
 |
Maximum Stock Removal Rates as a Function of Wheel Width
At 160 m/s, to reap benefits from the high speed, the spindle power requirement is a minimum 4 kW/mm of which 50% is actually available for grinding. This has led industry to two options: either use very narrow wheels and get the benefits of low forces (peel grinding) or build high stiffness cylindrical grinders with very large motors (camlobe grinding and crankpin rough grinding).
17.2.5 Peel Grinding
Peel grinding is an excellent solution to the above analysis and a testament to German research and application in this field. The peel-grinding process is sometimes viewed as turning with a grinding wheel.
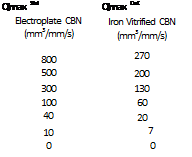
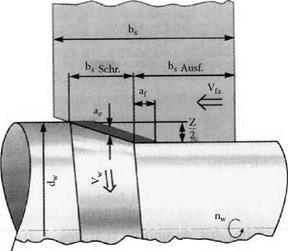
Figure 17.15 illustrates the geometry for the simplest version of the process with the wheel axis parallel to the part axis. The entire wheel width is usually no more than 7 mm, especially when grinding in oil. The operation removes the entire stock amount z/2 in a single pass. Roughing occurs over an angled length, bs, Schr. of 2 to 5 mm with a spark-out region, bs, Ausf. This length can be as little as 2 mm and still hold finish under 2 Rz. This is achieved by using a very high workspeed, up to 10,000 rpm, to obtain a sufficient overlap ratio [Koenig and Treffert n. d.]. The high workspeed also meets one of the criteria above for low burn. For the process to be effective the wheel profile must hold up under high stock-removal rates, Q > 80 mm3/mm/s, which demands oil coolant and high wheel speeds. Initially, metal bond CBN wheels were used but these proved difficult to dress and OEMs have sacrificed some life by going to vitrified CBN for automatic dressing capability. The performance of vitrified CBN bonds has recently increased significantly such that the industry is starting to see successful implementation of the peel-grinding process in water-based coolants.
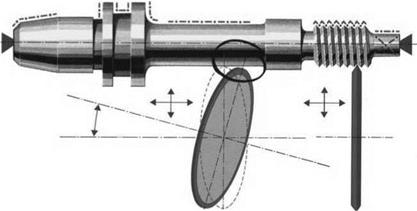
Numerous OEMs such as Okuma, Overbeck, Gendron, Schaudt, Tecchella, TMW, ITM, and Weldon offer peel grinding in this configuration. Perhaps the biggest proponent, however, has been Junker using a patented Quickpoint process [Junker 1993]. This method greatly reduces the contact length by being able to tilt the wheel at an angle of 1°.
Most applications in the field are currently running at wheel speeds of 90 m/s to 120 m/s. Q values are of the order of 50 to 100 mm3/mm/s although accurate definition can be difficult without knowing the exact stable wheel profile. Wheel spindle power ranges from 15 kW to 30 kW depending
|
|
|
FIGURE 17.16 Principle of the Junker Quickpoint contouring cylindrical grind process. (From Junker 1992. With permission.) |
on the OEM. In general, for a given grinding power, contour grinding will remove material three times faster with less than a sixth the normal force of conventional plunge o d grinding.
As reports are now being circulated from end users regarding the performance of the process in actual production, the prognosis is very good. It appears to be highly flexible, allowing fast change over times, and generating improved quality from a consistent grind with low forces. Schultz [1999] from DaimlerChrysler reported that in grinding transmission shafts, peel grinding reduced manufacturing costs by 50% with better and more consistent part quality compared to external plunge grinding with alox wheels. Set-up time was also reduced by 80% because the same wheel could grind a whole family of parts, while machining time was reduced by 45%. Even abrasive costs were reduced by 5%.
There has been resistance in the U. S. market because of the historical requirement for oil coolant. However, at least one application has been developed successfully on Weldon grinders in soluble oil grinding Inconel at 120 m/s and achieving Q = 120 mm3/mm/s. The wheels have to be made wider, reducing some of the low normal force benefits, to allow more wear back of the roughing step while still maintaining a spark-out zone. Finish, size, and roundness appear very stable and independent on spark-out length until a critical minimum value is reached.
With globalization and commonality of processes by larger end users, it is becoming apparent that oil coolant is starting to gain acceptance again in the United States. Improved coolant-handling knowledge from Europe, combined with increasing use of powdered metal for automotive components prone to rusting, are additional drivers. Additionally, as mentioned above, improved vitrified CBN bond technology is permitting economic viability even in water-based coolants.