
In deep grinding, the long contact length allows substantial convective cooling from the grinding coolant. Also, in high-rate grinding with low specific energy, the heat taken away by the grinding chips reduces maximum temperature very substantially [Rowe and Jin 2001]. One of the advantages of high-rate grinding is that specific energy is reduced.
Allowance can be made for convective cooling by subtracting the heat taken away by the coolant and chips as described by Rowe and Jin [2001]. Allowance for convective cooling is essential for creep grinding as shown by Andrew, Howes, and Pearce [1985]. It has also been found important for other high-efficiency deep-grinding processes as employed for drill flute grinding, crankshaft grinding, and cutoff grinding. If allowance is not made for convective cooling, the temperatures are very greatly overestimated.
The maximum temperature equation modified to allow for convective cooling has the form
ws max 3 J where Tmp is a temperature approaching the melting point of the workpiece material. For steels, the material is very soft at 1,400°C and this temperature gives a reasonable estimate for the chip convection term. hf is the coolant convection coefficient that applies as long as the maximum temperature does not cause the fluid to burn out in the grinding zone. If burnout occurs, the convection coefficient is assumed to be zero. Burnout is a common condition in grinding but should be avoided in creep grinding and for low-stress grinding. Values estimated for convection coefficient when grinding with efficient fluid delivery were 290,000 W/m2K for emulsions and 23,000 W/m2K for oil [Rowe and Jin 2001].
The contact conditions between the abrasive grain and the workpiece are very different from each other. When an abrasive grain slides against the workpiece, a particular point on the workpiece only contacts the abrasive grain for an extremely short period of time of the order of 1 ps. However, the grain is sliding on the workpiece for a very much longer time, typically 1,000 times longer and of the order of a millisecond.
A key factor for the workpiece, therefore, is transient thermal property в. This term involves both thermal conductivity and heat capacity. Transient thermal property is defined as в = 4k P-c and is particularly important for transient heat conduction into the workpiece.
However, the abrasive grain very rapidly achieves its maximum surface temperature, so that the transient thermal property is unimportant. For the abrasive grain, it is thermal conductivity that is important. Pure CBN is known to conduct heat up to 40 times faster than alox. Typically, the value of thermal conductivity for CBN is 5 to 20 times higher than for alox depending on the purity of the CBN. The thermal conductivity of CBN abrasive relative to alox actually lowers temperatures by almost 50% on steels, which is highly significant.
The Specific Grinding Energy, ec, is a measure of the input of energy. One factor that can significantly affect its value is coolant. Oil has much better lubrication and will tend to lower this value.
The approximate equation for grinding temperature in shallow grinding makes a number of predictions based on change in depth of cut and wheel speed. First, temperature increases with
|
Depth of cut ae (mm) 4000 800 400 80 40 8 4 0.8 0.4 0.08 Workpiece speed vw (mm/s) |
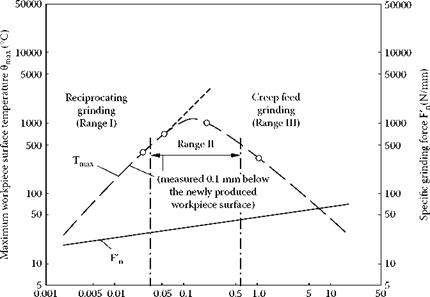
FIGURE 17.8 Predicted maximum temperatures at constant specific removal rate Q’w. (From Werner 1983. With permission.) depth of cut. The increase is proportional to the (depth of cut)1/2. This is a good predictor of temperature at shallow cuts but it was found about 30 years ago that it failed at very deep depths of cut [Werner 1983]. Tawakoli [1993] gives a more accurate trend for temperature in Figure 17.8. Power increases as expected and the approximate shallow grinding prediction of temperature from this is the dotted line. However, in Zone III, with creep feed grinding, it is believed that the contact length becomes so great that the coolant can dissipate over a large-enough area for the temperatures to fall. It should be noted that cylindrical grinding operations very rarely, if ever, get into Zone III. A much more interesting fact is that at very high workspeeds the temperatures should drop dramatically.
The second prediction is that temperature rises with wheel speed. This seems very reasonable in the same way that rubbing your hands faster makes them get hotter from frictional heating. This was also the observation in the grinding industry for most of its history. However, starting in the 1970s, some curious results were obtained from German research suggesting that under certain circumstances if the wheel speed was increased enough the temperatures would actual fall again [Tawakoli 1993]. The explanation given by Tawakoli for this relates to the extremely brief length of time the abrasive grits are in contact with the workpiece. The surface is not in thermal equilibrium. The heat pulse initially spreads out over the surface before penetrating into the workpiece. The heated surface facilitates the removal of the next chip and so reduces the grinding forces. However, before heat can spread down into the surface, the next chip is removed taking the heat with it. The critical wheel speed where these effects start to be apparent is about 100 m/s (Figure 17.9). When the speed exceeds the critical value, rapidly succeeding chip removals reduce the temperature.
It is still not clear whether these observations are for specific operating parameters or a more general effect. The issue gets clouded by problems such as nonoptimized coolant delivery and
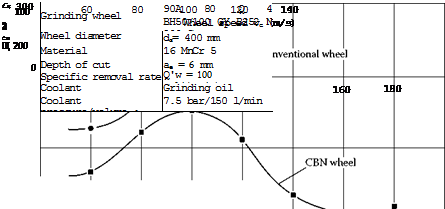 |
FIGURE 17.9 Effect of wheel speed on maximum temperatures at constant high removal rate and large depth of cut. (From Tawakoli 1993. With permission.)
increased machine complexity. It has been found from experience over the last 10 years as more high-speed applications have been investigated that if an application creates burn at <100 m/s then increasing wheel speed does not relieve the problem. However, if a process runs at 100 m/s without burn issues then usually it will also run at 160 m/s. Although most of the data is still anecdotal, it does suggest that the general trend in Figure 17.9 may be correct but that the temperature drop may be a lot less pronounced or even just level off after 100 m/s.
It is also possible to predict what type of applications or conditions are likely to be most successful at very high wheel speeds. The following practical recommendations can be made.
• Grind-burn insensitive material. Wheel speed limits when cylindrical grinding with water — based coolant with vitrified CBN wheels are
Chilled cast iron >160 m/s
Carbon Steel 30 HrC >120 m/s
Carbon Steel 60 HrC <100 m/s
D2 Steel 62 HrC <90 m/s
Inconel <70 m/s [8]
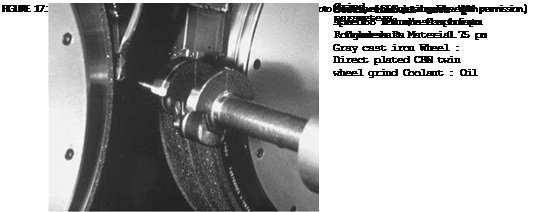 |
It was perhaps not surprising that one of the very first cylindrical applications to get the industry attention, grinding compressor cranks, met at least four out of five of the optimum conditions (Figure 17.10). Gray cast iron was very easy to grind, it only proved economic to grind in oil, and it used electroplated CBN wheels [Woodside 1988].
The next question that has to be answered when considering high speeds is to determine what the benefits would be to justify the added expense. There has to be higher stock-removal rates, better quality, or lower capitalization/operating costs.
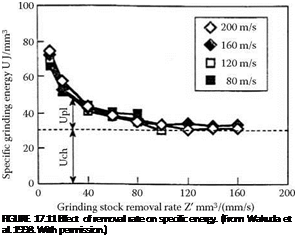 |
There is a considerable amount of research that has demonstrated that very high stock removal rates (Q > 2,000 mm3/mm/s) can be achieved with high speed. At these removal rates, the rubbing and ploughing fraction of the specific grinding energy is miniscule and the specific energy decays to an asymptotic level of about 10 to 15 J/mm3 at speeds of the order of 120 m/s and even as low as 7 J/mm3 at a speed of 180 m/s grinding steel [Rowe and Jin 2001]. For chilled cast iron, the value is 30 J/mm [Wakuda et al. 1998] (Figure 17.11). Furthermore, both the tangential and normal forces are reduced
![]()
Grinding process
![]()
![]()
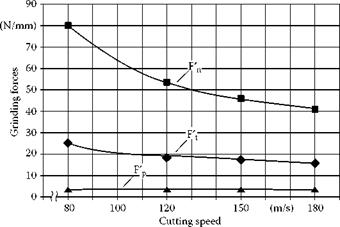 vc = 80 m/s-180 m/s Vft = 4200 mm/min ae = 2 mm
vc = 80 m/s-180 m/s Vft = 4200 mm/min ae = 2 mm
Grinding wheel
B251 400/21, 6/5/3 Single layer cBN wheel
Workpiece
GGG70
Coolant
CMT wiolan SH 10 Pkss = 4 bar Qkss = 200 I/min
with increasing wheel speed [Toenshoff and Falkenberg 1996]. Potential benefits are, therefore, higher stock removal rates and under the correct conditions or grinding configuration, higher energy efficiency and less pressure on the part (Figure 17.12).