
17.1.1 Introduction
External cylindrical grinding refers to the grinding of an outer surface of a workpiece around an axis of rotation with the part held between centers. The surface may be a simple straight diameter or stepped, tapered, threaded, or profiled [Marinescu et al. 2004]. The grinder may be configured for a
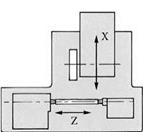
• Simple plunge operation for straight diameters and complex profiles,
• Angle approach (typically 30° or 45°) for grinding diameters and shoulders without heat damage
• Universal grinders with several spindles on a rotating turret arrangement or a drop-down auxiliary spindle. Universal grinders are designed to allow use in combination with internal and face grinding operations.
• Combination of plunge and traverse operations. On modern CNC grinders these are often “canned” program operations and may be performed with straight, angle approach or special profile wheels. The process has gained special appeal for high-speed grinding with cubic boron nitride (CBN) abrasives although it is not limited to these conditions.
17.1.2 Work Drives
In all cases, the part is driven by a work drive. Short parts may be clamped at one end by a chuck or collet. More typically, the parts are held between live or fixed centers and driven by a dog, keyway, or face plate with a locator pin. Longer parts are supported along their lengths by steady rests. Centers are premachined in the part and their location and quality are critical since runout will cause chatter and lead to lobing. Burrs in keyways, used commonly in camshafts, will create major problems where orientation is required.
The workhead design varies greatly from one machine tool builder to another depending on load and sophistication of the equipment. On most standard machines, however, they are ac servo driven at speeds from 10 rpm up to 400 to 1,000 rpm and use hydrodynamic or roller bearing designs. Runout is always held to better than 1.2 pm and in ultraprecision grinders can be held to as tight as 0.1 pm. Ac servodrives allow orientation to be monitored and controlled to seconds, which in turn has allowed original equipment manufacturers (OEMs) over the last 25 years to develop CNC grinding out of round parts such as punches and camshafts. This is discussed in more detail here.
17.1.3 The Tailstock
The tailstock is typically a plain sleeve bearing although linear ball bearings are also used. Most will have taper adjustment capability and hydraulic actuation for automatic load/unload capability. Some tailstocks have spring loading to compensate for temperature changes, while others have coolant ported through them (and the headstocks) for temperature stability.
 |
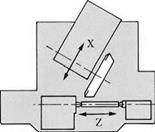 |
FIGURE 17.1 Machine configurations. (From Shigiya 1996. With permission.)