
16.7.1 Principles and Limitations of Lapping
 |
Fine grinding, also known as flat honing, low-speed precision grinding, or grinding, with lapping kinematics, refers to a type of grinding being advanced by machine tool builders who previously made lapping machines.
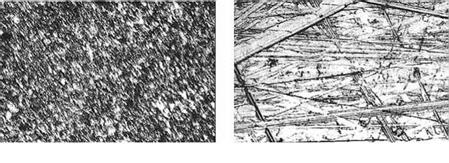
FIGURE 16.70 Surface textures produced by lapping and fine grinding.
Lapping, using free abrasive slurry, has been the traditional method for achieving micron and submicron flatness. Stock removal occurs as a result of a rolling and sliding of abrasive grains between a lapping plate (single-sided lapping) or plates (double-sided lapping) and the workpiece, resulting in work material compaction, deformation, and finally failure as the material strength is exceeded [Hodge 1992; Schibisch 1997, 1998; von Mackensen 1997]. The process is slow, inefficient in abrasive use, and leaves a dull, pitted surface. The lapping debris must be continually flushed away during processing as the abrasive cannot usually be recycled, leading to high disposal costs. The abrasive slurry must maintain a consistent layer on the plates. Therefore, lapping plate speeds are limited to surface speeds of 1 m/s to resist centrifugal force and prevent heat generation. Perhaps the most problematic issue of all is that the slurry is very dirty and clings to the parts. This creates the need for an additional expensive process of cleaning the finished parts while also producing an unpleasant work environment.
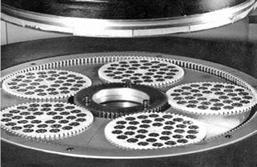
Nevertheless, lapping is a mature and well-developed process in terms of the understanding and control of the kinematics of producing flat surfaces. The more sophisticated lappers use geared carriers to hold the parts, which are driven to describe a planetary motion covering the full surface of the lapping plates as shown in Figure 16.71. The drive mechanism consists of an outer and inner tooth or pin ring; the outer ring is usually fixed while the inner ring rotates to create a series of epicyclic or hypocyclic motions relative to the motion of the bottom plate. The process is discussed in more detail by Ardelt in Appendix 16.1 [Hitchiner, Willey, and Ardelt 2001].
 |
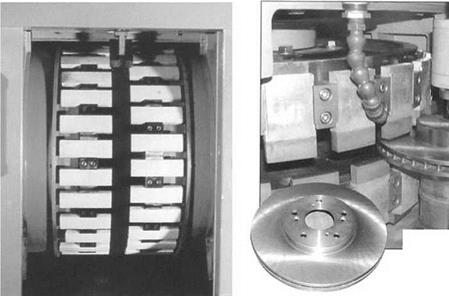
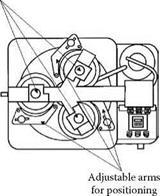
 Less sophisticated, single-sided lappers have simple rings to hold them in place and maintain plate flatness (Figure 16.72). The rings rotate by friction created in the process and are moved in and out using simple adjustable arms to prevent the generation of a concave or convex surface.
Less sophisticated, single-sided lappers have simple rings to hold them in place and maintain plate flatness (Figure 16.72). The rings rotate by friction created in the process and are moved in and out using simple adjustable arms to prevent the generation of a concave or convex surface.
![]()
|
|
|

Pressure is applied to the parts either by hand weights, pneumatic pressure, or even, for larger components, just the weight of the part itself.