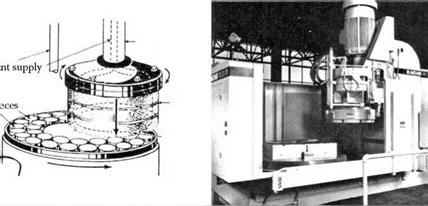
Grinding with segments represents the rough, high stock removal end of the flat grinding spectrum. The machine can be very large with powerful motors. The largest recently had a 200-diameter chuck, 117-diameter grinding wheel, and a 600-hp wheel drive custom built for a company to manufacture saws [Anon. 1995].
 |
The majority of segment grinders have rotary tables such as those manufactured in the past by Cone Blanchard and Mattison that offered machines with standard chuck diameters from 20 to 136, spindle motors from 15 to 450 hp, and wheel diameters from 11 to >72. There are still a huge number of these machines in production worldwide with processes that date back to well before 1940 and machine designs that have changed little in the last 20 years [Blanchard 2000, Mattison n. d.]. Wheel speeds are 4,200 sfpm or less. Coolant is delivered to both the outside of the wheel and through the spindle. Table speeds are such that wheel/table rpm will be in the standard range 25:1 to 100:1 to allow adjustment for chatter and burn.
 |
 Work table
Work table
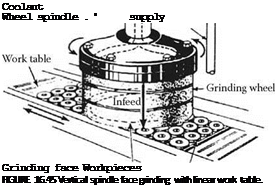
FIGURE 16.43 Vertical spindle face grinding with segmented grinding wheel and rotary work table. (From Reform n. d. With permission.)
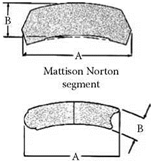
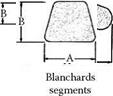
With wheel sizes so large, segments are the only practical way of keeping the weight manageable for mounting and demounting. They can also provide additional clearance for coolant access and flushing of swarf. Segments are available in a vast variety of shapes. Some are like pie segments, some form a tongue and groove to lock together, while others are for specific clamping mechanisms. The commonest shapes in the United States are for Blanchard, Cortland, Mattison, and Ferro chucks.
The commonest European grinders seen in the United States are Reform and Goeckel. These machines have linear tables and use smaller segments. They are popular to grind knives for the paper, ceramics, food, and cutlery industries [Reform n. d., Goeckel 1997].
Segments for rough grinding are usually vitrified, highly porous (E-G grades), and contain coarse grit. For the highest metal removal rates, 24#-30# grit is used, which, with an appropriate sparkout, will give a good visual finish (63 RMS). 36#-46# grit is used only for very fine finishes or for grinding difficult materials such as hardened tool steels or some stainless steels. The finest grit sizes available are 180# for the most difficult materials.
 |
 |
Abrasive types are almost exclusively conventional with the exception of some diamond for certain ceramics grinding. CBN is occasionally used, but only for the smallest wheel sizes as the wheel cost is prohibitive. Also, where it is used it is only for fine finish applications as the grit sizes required for roughing (>80#) are not available or cannot be held effectively in the bond (for
the same reason grit sizes coarser than 24# are not used in conventional abrasive segments). The largest wheel noted in the literature is a 22-diameter resin wheel using metal bond segments and resin bond continuous rim CBN at 80# for grinding tool steels [Deming and Carius 1991].
SG is generally offered as an alternative to CBN to improve life and removal rates. Downfeed rates of 0.025 ipm (0.625 mm/min) are reported on D2 steel using SG abrasive in the hardened or unhardened state [Narbut, Stafford, and Tartaglione 1997]. Stock-removal rates are usually determined by monitoring power and burn and by observing wheel wear. Flatness tolerances are in the range of 0.0005 to 0.005 (12 to 125 pm) for general roughing.
With proper grade selection, a wheel should be virtually self-dressing. Diamond-impregnated tools or steel “star cutter” dressers can be used, if required, for initial truing or conditioning purposes.
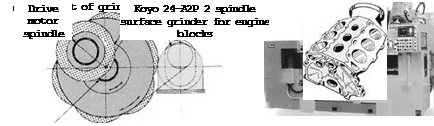 |
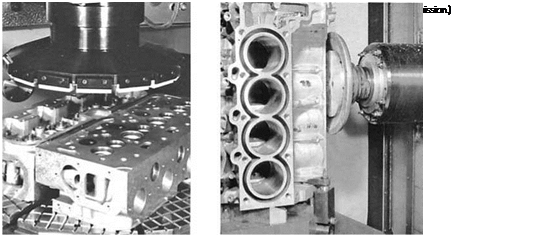
A lot of rough grinding operations have seen competition from other processes, especially milling and turning. This has led to some interesting shifts back and forth from one process to another. A case in point is the sealing surfaces of engine blocks. This has swung between grinding and lapping, to machining and lapping, then back to grinding or machining only as technology or block design has changed. Currently grinding tooling cost is less than machining and can generate
better sealing surfaces, but machining centers have less capital equipment cost and can have much flexibility for other applications. The industry has, therefore, numerous solutions depending on the tolerances, sealing requirements, and capacity requirements.
Koyo [2001] offers an inclined-head orbital surface grinder to rough and finish grind engine blocks in a production line environment on a single machine. The orbital motion allows the use of a relatively small 355-mm wheel to minimize grinding pressure and part distortion.




Delta
rotary surface grinder with manual single point dresser detail
![]()
|