
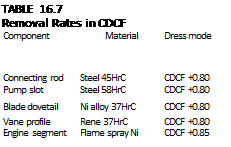
CDCF is characterized by high stock-removal rates. Deep slots with stock levels of the order 10-mm values of Q of over 100 mm3/mm/s have been reported for both steels and nickel-based materials. However, in actual production due to limited stock levels, access of coolant, or dimensional or thermal stability of the part, the removal rates are generally much lower. For example, Table 16.7 gives some recent case histories of optimized wheel performances from the Radiac Abrasives Web site [2002]. As can be seen, high-removal rates are achieved on relatively burn — insensitive materials and/or large depths of cut. However, where stock amounts are limited especially with burn-sensitive materials, weak clamping, or lack of a heat sink (thin-walled surfaces), removal rates drop precipitously.
CDCF is a higher consumer of grinding wheels and diamond rolls. Remember, the process is consuming the wheel by constantly dressing at a rate of 0.5 to 2 pm per wheel rev! It also requires a high stiffness machine and dressing system. The large amount of abrasive swarf in the system is an additional problem that creates disposal cost and maintenance issues. Nevertheless, to achieve good form accuracy with high stock removal rates and deep depths of cut, it is still a process that is hard to beat.
Several alternatives have been developed using conventional abrasive wheels as alternatives to the CDCF process. The first is the VIPER (Vitrified Improved PERformance) process patented by Rolls Royce [1999] with licenses to various builders of machining centers including Bridgeport and Makino. The VIPER process was developed around multisurface grinding of aerospace components in one clamping where the wheel had to index to several positions. Standard positioning of the nozzle in each case was difficult for clearance reasons and CDCF impossible. The VIPER process uses an indexable nozzle to force coolant at 50 to 70 bar into the wheel structure ahead of its entry into the grind zone [Mohr 2000]. The coolant is then expelled by centrifugal force just at the point
 |
 aterial thrown
aterial thrown
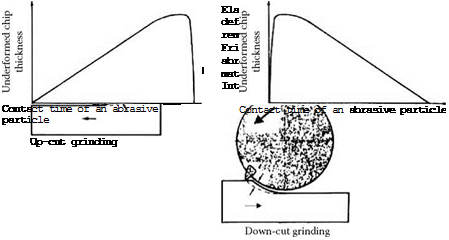
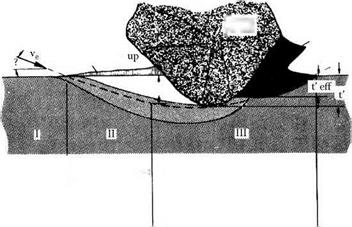
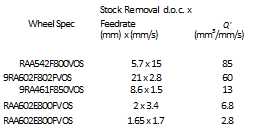
FIGURE 16.17 Schematic representation of chip formation and chip formation curves for up-cut and down — cut grinding. (After Koenig and Schleich 1982. With permission.) of grind. Injecting coolant into the wheel ahead of the grind is a common practice and indexable nozzles have been used on grinding/machining centers since the 1980s. However, the novelty of this process is the precise optimized angling of the nozzle to direct the coolant for each operation. An example of the grind process is illustrated in Table 16.8 for grinding aircraft engine blade root forms.
Although a higher stock removal rate can be achieved in the initial rough cut, the wheel breakdown is such that feedrates have to be backed off to maintain form. Part deflection can also be an issue. The components being ground are often quite weak and difficult to hold especially when trying to do a multisurface grind process. Such a process also requires small diameter (<250 mm), ultraporous wheels, which limits life.
 |
 |
With the move to grinding and multitasking, several OEMs of machining centers now offer grinding including alternatives to VIPER such as CDCF complete with quick-change wheels and diamond rolls (Makino 2002) (Figure 16.18).
An alternative to this process is the use of extruded ceramic grain wheels, tradename Altos, from Saint-Gobain Abrasives. The latest generations of seeded gel — (SG) based grains (TG and TG2) have increasingly greater length/diameter aspect ratios. As shown in Figure 16.19, the natural packing density decreases steadily as this aspect ratio increases. TG2, for example, has a natural porosity of almost 70%. Even allowing for up to 10% of vitrified bond there is 60% porosity available with high permeability for coolant retention. Furthermore, the bond is concentrated at the crossover points of grains like weld points giving a surprisingly strong structure.
In tests by the author, grinding Inconel 989, typical of land-based gas turbine materials, at 30 m/s and constant 1.25 mm depth of cut in water-based coolant (synthetic), Targa and Altos abrasives generated excessive heat at Q values below 8 mm3/mm/s. However, for Q values between 10 to >50 mm/mm/s burn was eliminated, while maintaining a finish <40 micro and a constant G-ratio of 3 to 5. Grinding in oil, the G-ratio increased to 50 with no burn at any feedrate up to Q’ = 50 mm3/mm/s. A similar trend in performance was observed grinding Inconel 718, typical of aeroengine parts. In this case, however, the G-ratio values increased by a factor of 3.