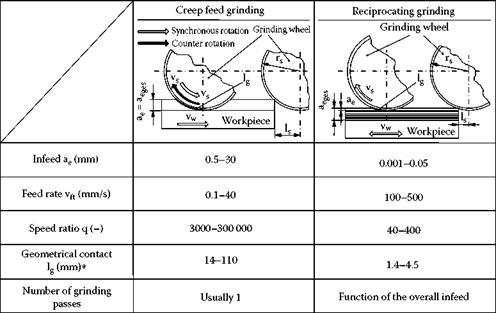
The process variants up — and down-grinding can be set in the case of creep feed grinding, using the favorable alternative for the particular machining conditions. If the vectors of the cutting and feed motion have the same direction at the contact point of abrasive grain and material, the process is defined as down-grinding. In the case of up-grinding, the vectors of the cutting and feed motion show in different directions [Schleich 1980]. The effect of up-cut or down-cut grinding is discussed further below.
Because of the processes at the cutting edge engagement and the consequent chip formation, down-grinding usually provides smaller surface roughnesses and thus higher-quality surfaces in the case of ductile materials. Due to better surface qualities, lower wear, and smaller grinding forces, down-grinding is recommended and can be traced back to more efficient chip formation of the single cutting edges approaching the workpiece surface with nearly maximum chip thickness. In the case of machining with small material removal rates, this process variant has only little positive effect on the maximum contact zone temperature. In the case of up-grinding, the contact zone temperature drops faster because of better cooling lubricant conditions. There are definitively lower contact zone temperatures during machining with counter rotation with large infeed, high feedrates, and, at the same time, high cutting performances, since the efficiency of cooling lubrication has significant effect here [Uhlmann 1994a].
The machining of metallic materials with creep feed grinding offers a number of advantages in contrast to reciprocating grinding [Spur 1989]:
• Reduced grinding time by 50% to 80% through higher cutting performance
• Lower edge wear leading to good profile stability
• Superior surface qualities
• Smaller single grain forces
• Lower temperatures in the contact zone
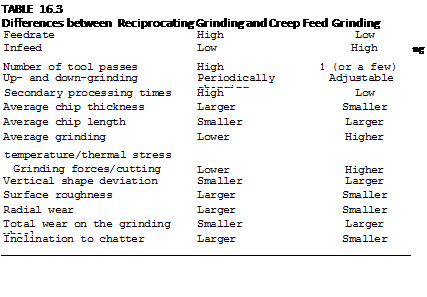
The chip thickness and thus the cutting force at the single grain are smaller during creep feed grinding than during reciprocating grinding. Additionally, there are no repeat impact loads on the grinding wheel, so that the abrasive grains can be held longer by the bond matrix before the grains are broken out. On the other hand, thermal stress and the total cutting forces are higher (Figure 16.6).
In the case of creep feed grinding, the higher cutting forces require significantly higher static and dynamic rigidity and higher drive performance of the grinding machine and its ancillary units than necessary in the case of reciprocating grinding. The high thermal stress during creep feed grinding does not only represent a high load for tool and grinding machine, but also damages the workpiece material causing cracks and structural changes. Such structural changes do not occur or only to a small extent in the case of reciprocating grinding, being removed with the subsequent pass (Table 16.3).
In the case of reciprocating grinding, the contact zone of tool and workpiece can be easily supplied with cooling lubricant owing to the short length of the contact zone. In the case of creep feed grinding, a much longer contact zone must be wetted, and, because of higher friction, more heat must be discharged. Therefore, the cooling lubricant must be fed with high pressure and volume flow-through nozzles and conducting equipment with defined shapes [Schleich 1980].
|
|
|
|
 |