
16.3.1 Introduction
By means of creep feed grinding, or creep grinding as it is more concisely termed, considerable material-removal rates were achieved with high surface qualities for the first time in the early 1950s. In order to harness the potentials of this grinding process, machines, grinding tools, and grinding technologies were developed [Uhlmann 1994a]. DIN 8589, part 11, defines that in the case of creep feed grinding, the infeed depth must be relatively large and the feedrate accordingly low [DIN 8589]. An extensive description of the process is given by Andrews, Howes, and Pearce [1985].
16.3.2 Process Characterization
Peripheral longitudinal grinding (creep feed grinding) forms a negative profile of the grinding wheel in the workpiece, the total grinding stock being cut in one or only a few passes. In this method, the grinding spindle is parallel to the workpiece surface to be machined, the workpiece material being mainly cut with the grinding wheel circumferential side. The grinding wheel is fed orthogonally to the workpiece surface by the amount ae relatively to the workpiece (Figure 16.5).
Creep grinding is usually characterized by infeeds ae larger than 0.5 mm and feed rates vft smaller than 40 mm/s [Uhlmann 1994b]. In metal cutting, infeeds ae in the range of 0.1 to 30 mm and feedrates vft in the range of 25 to 45 m/s are normal. In contrast to reciprocating grinding, the sign of the speed relation q does not change.
![]()
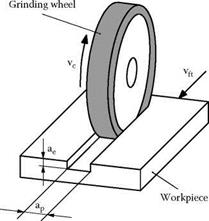 ap = Feed in the direction of the grinding wheel ae = Feed in the workpiece surface direction Vft = Feed speed Vc = Cutting speed
ap = Feed in the direction of the grinding wheel ae = Feed in the workpiece surface direction Vft = Feed speed Vc = Cutting speed
If grinding takes place in synchronous rotation, q is positive; in counterrotation, however, the q is negative. Through the finishing in one run, the tool-workpiece contact time approximately equals the total machining time. There are no downtimes during the grinding process, as in the case of reciprocating grinding. In the case of machining with diamond and boron nitride grinding wheels, grain protrusion, too, can be a difference between creep feed grinding and reciprocating grinding. If the infeed is larger than the grain protrusion from the bond, the process is called creep feed grinding.
All grinding processes, in which the wheel peripheral speeds are above the usual values of 35 to 45 m/s, can be classified as high-speed grinding. High-speed grinding can be used for the machining of materials such as steels, tungsten carbides, plastics, and ceramics with adapted grinding wheel specification. The advantages of high-speed grinding are higher surface qualities, shorter machining times, little tool wear, and low grinding forces [Minke and Tawakoli 1991].