
Reciprocating grinding without cross-feed is employed either for slot grinding or for generating a profile with a preformed wheel. The dresser is usually table mounted and for a conventional wheel may consist either of a simple single point or form block at the end of the slide or of a driven spindle with a form diamond roll. This latter approach is quite common for burn-sensitive components such as nickel-based aerospace components on older grinders using both conventional and plated cubic boron nitride (CBN) wheels.
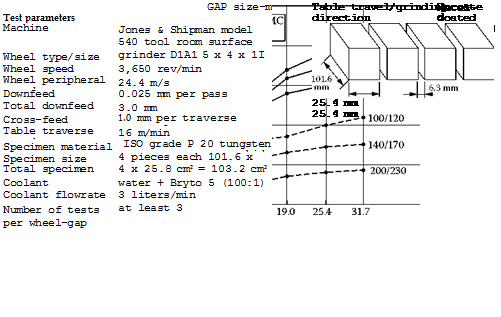 |
Care should be taken when laying out parts on the table especially when large numbers of small parts are ground together. Where possible, the parts should be butted together. Gaps between parts will cause dropoff of the wheel leading to vibration, force variations, and the other negative effects of an interrupted grind. For example, Hughes and Dean [n. d.] (Figure 16.4) show the impact of spacing when grinding tungsten carbide with resin diamond wheels. Wheel life for a given wheel grade could be varied by a factor 3 depending on the spacing between parts. In the example shown, grit retention was improved by using metal-coated diamond.
16.2.3 Economics
Low thermal, static, and dynamic stresses are advantages of reciprocating grinding, in contrast to creep feed grinding. They allow for a more simple machine design in terms of drive capacity, rigidity, and ancillary units, thus accounting for lower purchase and operating costs. The generally high total machining times are a disadvantage for the workpiece, as well as higher surface roughness of the workpiece (being usually a functional surface), in contrast to creep feed grinding. Considerable secondary processing times are generated by the grinding wheel passing over the workpiece and by the reversing movement of the table.