
According to DIN 8589-11, reciprocating grinding is a peripheral longitudinal grinding process with a back-and-forth feed motion, in which the feed motion takes place gradually in small steps with a relatively high feedrate [DIN 8589].
16.2.1 Process Characterization
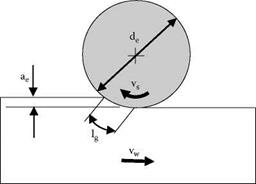
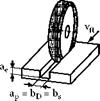
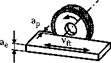
Reciprocating grinding is used for generating plain surfaces of usually large lateral dimensions. The grinding spindle is parallel to the workpiece surface to be machined, the workpiece material being cut mainly with the circumferential side of the grinding wheel. The grinding wheel is fed orthogonally to the workpiece surface by the amount, ap, relatively to the workpiece (see Figure 16.3). This direction is in the axial direction with respect to the wheel spindle.
The real depth of cut, ae, is the feed relative to the workpiece surface. It is important to recognize that the real depth of cut is not the same as the set depth of cut. This is due to deflections of the
|
|
|
|
|
|
|
|



![]()
![]()
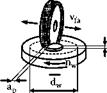
Face diagonal grinding
with radial feed
Face longitudinal grinding
with circular feed
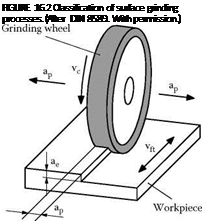 ap = Feed in the direction of the
ap = Feed in the direction of the
grinding wheel
ae = Feed relative the workpiece
surface
vft = Feed speed vc = Cutting speed
grinding wheel, of the machine, and due to wheel wear. Grinding performance should always be related to the real depth of cut, otherwise the results will depend very strongly on the particular grinding wheel and the particular grinding machine setup.
In the case of reciprocating grinding, material removal typically takes place at low infeed and a high feedrate with a high number of passes with changing tool engagement and at constant peripheral speed and rotational direction of the grinding wheel. The alternation of up — and downgrinding is inevitable.
As a consequence, the sign of the speed ratio alternates, also due to directional change of feedrate, Vp during grinding with synchronous and counterrotation.
V
16.2.1.3 Specific Removal Rate
The specific material removal rate Q’W for reciprocating grinding is calculated from the product of infeed ae and feedrate Vp
Q’ =a ■v,
*^W e ft
16.2.1.4 Upcut and Downcut Grinding
Differences can be traced back to the progression of cutting-edge engagement. In the case of down grinding, the uncut chip thickness increases directly to the maximum value after the cutting edge is engaged in the material and continuously drops after the cutting edge exits the workpiece. In the case of up-grinding, cutting-edge engagement starts nearly tangentially to the already machined workpiece surface; the uncut chip thickness continuously increases to the maximum value until the cutting edge exits the workpiece. This has consequences for grinding forces, lubrication, and wheel wear particular for deep cuts. These effects are discussed below under creep grinding.
During machining, there is a considerable amount of nonproductive time. This depends on table speed and acceleration and the nongrinding time can be a multiple of the actual grinding time, that is, the contact time between grinding wheel and workpiece, because of the grinding wheel running beyond the workpiece, and also because of the reversing table motion.
16.2.2 Influences of Grinding Parameters on Grinding Performance
Kinematic parameters and process parameters, as well as the work results, are used for surface grinding process assessment. Table 16.1 shows the relevant assessment values.