
To improve damping characteristics, part finish, and wheel roundness, a number of Japanese machine tool builders, in particular, have revisited the use of hydrodynamic spindle bearings [Shigiya 2 n. d., Okuma n. d.,Toyo n. d., Kondo 1998]. Hydrodynamic bearings were popular in older grinding machines due to their reliability, good accuracy, and long life. The long life of a properly designed hydrodynamic bearing is because the bearing is only subject to wear on start-up, before the oil film is established, and on stopping. However, hydrodynamic bearings create a significant quantity of heat leading to elevated machine temperatures. It is, therefore, important to allow
|
|
|
FIGURE 15.31 A multiwedge hydrodynamic bearing arrangement. (From Okuma n. d. With permission.) |
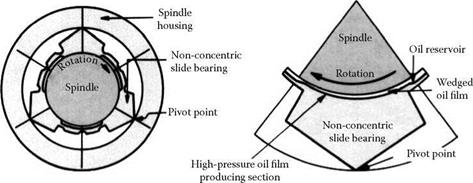
machines with hydrodynamic bearings to warm up for a few hours to achieve close size tolerances in continuous production runs.
A modern hydrodynamic bearing is not a simple sleeve bearing but relies on the creation of a wedge by having two surfaces rotating relative to each other with different radii of curvature. Between the two surfaces is low-viscosity spindle oil. Adjacent to each surface, this fluid does not move relative to that particular surface. Consequently, a certain amount of fluid will be constantly dragged into the wedge. The amount entering will be greater than the amount permitted to leave because of the wedge shape resulting in a tendency to try and compress the fluid creating a pressure in the film between the surfaces. The pressure gradient that exists is such as to cause equal quantities to pass each point in the bearing [Dayton 1949]. The point of highest pressure may be up to four times the average pressure over the bearing.
The hydrodynamic bearing design as adopted for a grinding spindle is best described by Kondo [1998]. The bearing is made of hardened steel lined with babbitt metal and consists of three bearing surfaces and three elastic areas. The areas of elastic deformation provide adequate passage for the flow of fluid through the bearing with good temperature control. The clearance gap is 8 to 12 pm and generates a wedge dynamic pressure of 80 kgf/cm2. Kondo claims a precision of 1 pm.
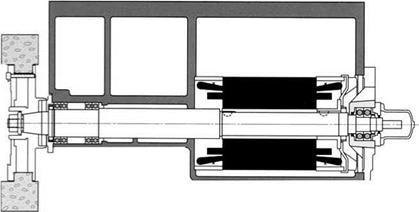
The shape of the bearing surfaces is better illustrated by Okuma [n. d.] as shown in Figure 15.31. The hydrodynamic bearing illustrated is to provide radial support. There is also a wedge-shaped hydrodynamics thrust bearing near the wheel to minimize axial deflection.
This is perhaps more clearly illustrated in Figure 15.32, which is a bearing arrangement for a Toyo outer diameter grinder for bearing inner races. The runout claimed by machine tool builders for hydrodynamic spindle bearing designs range from <1 pm to 0.2 pm. Hydrodynamic spindles are also supplied by Danobat [n. d.], Kellenberger [n. d.], Monza [1998], and Weldon [1998], among others. One feature in common to most is their use in cylindrical or centerless grinders in a very competitive market where roundness, finish, and chatter elimination are critical. Hydrodynamic bearings do not require a lot of the ancillary equipment and are lower cost than the alternative, hydrostatic bearings.