
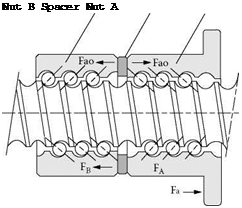
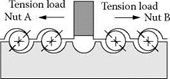
A ballnut is the other mechanical part of the ballscrew system. Somewhat akin to linear ball-slide systems, ballnuts consist of a nut within which is a recirculating helical track for the bearing balls. There are a number of designs available with varying number of turns and internal or external recirculation of the balls, or with one or two starting points. The selection usually resolves around a compromise of friction, noise, damping, etc. As bearing balls are easily made with high precision, most accuracy problems usually lie in the shaft. Light preload is achieved by the use of slightly oversized balls. Medium to heavy preload, to eliminate backlash, is achieved by the use of two nuts with a spacer between them (Figure 15.22) [THK 1995].
 |
 |
The speed capability of a ballscrew system is related to its DN value, the ball diameter in mm x speed in rpm. Values range up to 120,000, which covers the highest speed requirements of most classes of grinder. The current limits of ballscrews for motion accuracy suitable for grinders is
|
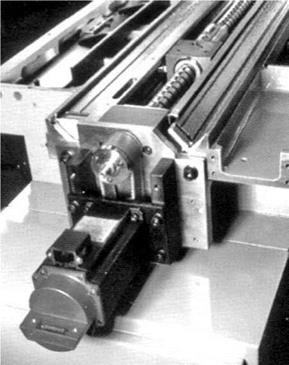
FIGURE 15.23 An AC servodrive motor in a ballscrew drive system. (Note: the belt drive between the Servo motor/encoder and the ballscrew connection to gain additional table travel. Belts can be the cause of increased maintenance.) |
about 40 m/min, although some hybrid machining/grinding centers can achieve 90 m/min and 1 g acceleration. Most standard grinders will use ballscrews with a pitch of about 5 to 10 mm and a diameter of at least 35 mm. Higher speed hybrid machining/grinding centers use pitches from 20 to 30 mm.
Special attention should be paid to the mount for the carrier plate to the ballnut and the supporting journal, as any misalignment, in particular, pitch errors, will reduce ballscrew life dramatically. Also, remember when switching from a plane slideway design to a truck and way design where there is a vertical component under gravity, that the full load is now being borne by the nut journal without aid from friction in the slide. The ballnut/ballscrew contact surface can represent >50% of the total friction of the motion resistance. In certain applications such as camlobe grinding where inertia, acceleration, and jerk are key factors to profile accuracy, OEMs such as Landis (Waynesboro, PA) developed a hydrostatic nut design in the early 1990s to reduce friction and eliminate backlash. Instead of metallic contact, the force is transmitted by an oil film between the male screw and the female formed nut. Backlash is reduced to <0.1 pm. The performance of this system has only recently been superceded in some cases by the use of linear motors.