Slideways employing recirculating rolling elements were the salvation of the machining center manufacturers as a means of reducing manufacturing costs while increasing speed for high-precision circular interpolation with CNC controls. They also virtually eliminated stick-slip (u = 0.001 to 0.003) and accompanying loss of motion, without the need for expensive hydrostatic way designs. They were light and allowed much faster acceleration and deceleration than plane sliding bearing ways with less energy and buildup of heat. Plane sliding bearings are limited to 20 to 25 m/min while rolling element bearing designs can run up to and over 120 m/min.
A grinder axis with rolling element slideways will usually consist of two guideways or rails and four bearing blocks to carry the spindle or work table. The rails come preground with straightness accuracy down to 1 pm or less, which are bolted directly to the machine bed. Usually the machine bed is precision ground; however, mounting can be facilitated on occasion without scraping or grinding of the bed surface by using three-point laser aligning of the rails and then filling underneath with a rigid epoxy. The approach creates 100% contact for good damping and stiffness, although the process can be lengthy.
There are two types of rolling element — ball and roller. Regardless of type, the load is carried by two or more channels filled with bearing elements that circulate through them. Ball bearing slideways can be made more accurately, are slightly less expensive, and can handle faster velocities, accelerations, and decelerations rates than roller slideways. Rollers on the other hand have better damping and stiffness characteristics, and can handle twice the load for the samesized bearing package. Rollers, however, are more sensitive to alignment errors, and with problems with skew caused by the end of the rollers getting pinched such that only the corners bear the load. For this reason, they are often crowned but this reduces the length of contact and, hence, level of damping.
Rolling element slideways are much more sensitive to crashes than plane slideways and provide less damping especially in the direction of motion where the damping is almost nonexistent. In some cases, additional plane-bearing elements may be added to compensate. Also, the bearings are preloaded by making the balls or rollers slightly larger than the channel, such that they distort increasing their contact area and, hence, damping capacity. The slideways are also very sensitive to contamination and must be kept clean of grinding debris or coolant. This mandates using wiper seals on the sliding trucks and slideway covers.
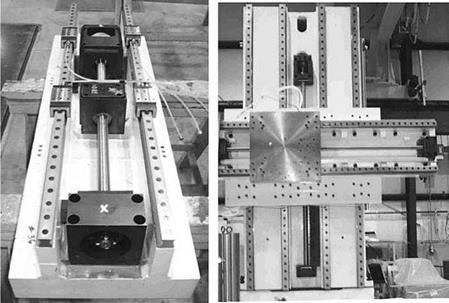
Truck spacing along the length of a rail should be at least twice the width between the rails and never less than 1:1. For additional stiffness, four or more rails may be used as shown in Figure 15.17. This shows the Y-axis guideway for a 700 series Campbell vertical grinding center with four rails together with stacked two-rail X-axis slides. Note also the oil lubrication lines for each truck.
The three most common suppliers of rolling element slides appear to be Schneeberger, THK, and INA Bearings based on grinders made in or entering the U. S. market.
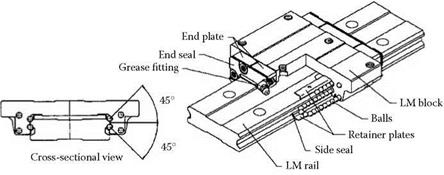
Schneeberger supplies roller-bearing slides with two sets of opposed, crowned rollers in flat raceways. The geometry of the forces is such that the resultant points far outside the rail for greater stiffness. INA uses threes tracks of ball bearings with contact angles optimized to carry compressive and side loads. THK provides primarily recirculating ball-rolling elements because of their greater capacity to cope with system misalignments (Figure 15.18). In some cases, flexible plastic retainer rings keep the balls separated to reduce friction, increase damping, and aid lubrication by carrying the grease.
The selection of a particular type of slide is often dependent on the personal choice of the individual design engineer based more on delivery, price, and technical support. Roller bearings, with their higher load capacity and slightly greater resistance to shock, appear to dominate grinders
|
FIGURE 15.17 Campbell 700 series Vertical Grinding Center during construction. |
for creep feed grinding, while ball bearings are used more for high speed on hybrid machining/ grinding centers.
The slides must be kept well lubricated with a thick oil film to prevent fretting. Grease or slideway oil is used. The simplest greasing method is a manual grease gun as part of standard planned maintenance practice. However, automated grease injection or forced oil lubrication from a central pump is perhaps more reliable. Grease is typically used where there are a lot of short fast movements such as oscillation in internal grinding where an oil film could break down too quickly. Be it roller or ball, the slideways should be run over their full length every so often so ensure a good oil film is maintained. Under normal operations such a system should need lubrication only every 100 km of operation.
It is also recommended that the rails be flash-chromed due to coolant-contamination, even with the best of slideway covers, to prevent corrosion. This is a treatment provided by the rail manufacturer.
|
|