
 |
The material-removal rates in grinding of ceramics vary widely depending on the application (Figure 14.5). With recent advances toward understanding of the mechanics of grinding ceramics, it is possible to achieve material-removal rates comparable to that in metal grinding. However, current practice achieves only about a tenth of these material-removal rates.
|
FIGURE 14.6 Surface contact. (From Uhlmann 1998. With permission.) |
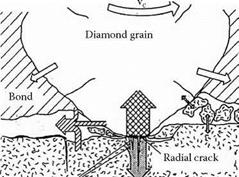
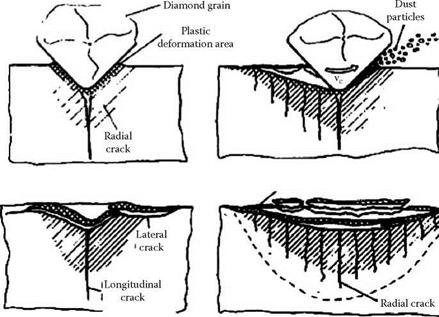
One model of chip formation is based on the Hertzian surface pressure of two bodies in contact with each other, where the stresses and deformations produce microcracks, which cause breakdown of the ceramic grains so that brittle material erosion takes place (Figure 14.6 and Figure 14.7) [Marinescu et al. 2001].
Ceramic materials are more brittle than metallic materials and show very little plastic deformation under load up to the point of fracture. For this reason, it might be expected that the mechanism of abrasive machining of ceramic materials would mainly involve brittle fracture. Microscopic examination of high-density polycrystalline alumina surfaces ground with diamond shows fractured areas that are consistent with a brittle fracture mechanism. However, evidence of plastic flow with striations along the grinding direction is also observed. This would
|
|
suggest that both flow and fracture play an important role in the grinding process for ceramics [Bifano 1998].
Another model is based on the assumption that ceramic material is softened by higher local temperatures at the cutting points, thus becoming plastically deformable, and can, therefore, be machined in a similar manner to other materials. Ductile-regime grinding has been used to describe the material-removal mechanisms in grinding of ceramics under suitable conditions. A transition from brittle to ductile mode material removal at smaller cutting depths can be argued purely from considerations of necessary material-removal energy. Specifically, for lower machining depths of cut, it can be shown that plastic flow is a more energetically favorable material-removal process than fracture. The limiting depth at which a brittle-ductile transition occurs is a function of the intrinsic material properties governing plastic deformation and fracture [Bifano 1998].
Ductile mode grinding enhances surface quality, but is very slow and costly. One possible method of promoting ductile flow and achieving removal rates is by using high peripheral wheel speeds. Higher wheel speeds reduce the uncut chip thickness and result in a smaller force per grit, increased ductile flow, and decreased strength degradation. The reduction in surface fracture and apparent increase in flow may be associated with glassy phase formation at elevated grinding temperatures [Bifano 1998].
A combination of the two modes, brittle and ductile, depending on the type of ceramic and the machining conditions is probably involved in reality. The transition is decided by the size of plastically deformed layer caused by the interference between the material and the tool.
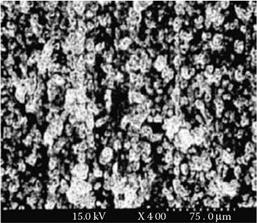
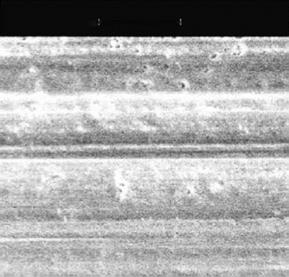
Figure 14.8a and Figure 14.8b provide a comparison between ground surface finishes of silicon nitride in brittle mode grinding and of zirconium oxide in ductile mode grinding. Figure 14.8a shows the result of brittle mode grinding [Ohmori and Li 2000b].
Brittle materials exhibit discontinuous failure phenomena. Ductile mode grinding (Figure 14.8b) is superior to brittle mode grinding with respect to both geometrical accuracy and surface integrity. The ductile regime grinding hypothesis of Bifano states that, for any material, if the dimensional scale of material removal is small enough, then plastic flow of the material will take place without fracture. The nature of the material does not affect ductile chip formation.
The term semiductile grinding is used for the brittle-ductile transition process in grinding of ceramics. The transition from a brittle to a ductile mode during the machining of brittle materials is described in terms of energy balance between the strain energy and the surface energy. Another interpretation of ductile transition phenomena is based on cleavage fracture due to presence of defects. The critical values of a cleavage and plastic deformation are affected by the density of defects/dislocations in the work material. Since the density of defects is not so large in brittle materials, the critical value of a fracture depends on size of the stress field [Ngoi and Sreejith 2000].
The mechanism of material removal with abrasive cutting edges on the wheel surface is basically the same as with cutting tools. The size of chips removed in grinding is, however, much smaller than the case of cutting providing better surface finish and machining accuracy. The order of chip thickness in grinding is far less than 0.1 mm, whereas it is larger than 0.1 mm in cutting.
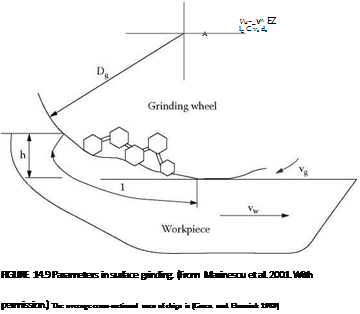
The average cross-sectional area of chips, Acu, in grinding can be estimated as follows for surface grinding (Figure 14.9) [Marinescu et al. 2001].
The material removal rate is Q, where b is the grinding width, vw is the workpiece speed, and ae is the depth of cut.
![]() Q = b. Vw. ae
Q = b. Vw. ae
The number of chips produced per unit time, N, is given by
![]() EHT = 20.0 KV WD = 3 mn MAG = X 1.00 K 20.0 gm
EHT = 20.0 KV WD = 3 mn MAG = X 1.00 K 20.0 gm
(b)
FIGURE 14.8 Grinding in brittle mode and ductile mode. (a) Brittle mode grinding of Si3N4. (b) Ductile mode grinding of ZrO2. (From Zhang et al. 2003. With permission.)
Assume that each cutting edge on the wheel surface produces a chip, where vs is the grinding wheel surface speed and C is the number of cutting edges per unit area on the wheel surface. The average chip volume Vcu is
|
V Q Vw |
(2.3) |
|
|
cu N C. vs |
||
|
The chip length is given by |
lg = ^ aeds |
(2.4) |
|
where ds is the wheel diameter. |
 |
|
Acu is increased through increase of workspeed or depth of cut. This increases the cutting force acting on each cutting edge and results in breakage or dislodgement of the abrasive from the bond. This phenomenon is called “self-sharpening” [Marinescu et al. 2001]. The surface roughness of the workpiece, however, deteriorates.
Conversely, Acu is decreased through increase of wheelspeed and attritious wear of cutting edges becomes more significant. In this case, heat generation increases while surface roughness becomes smaller.