
The actual cutting edges and points on abrasive grains at the wheel active surface are microcutting tools that interact with the workpiece material. The spatial distribution of abrasive grains over the wheel surface and their morphology comprise the grinding wheel topography.
The grinding wheel topography and the macroscopic wheel shape are initially generated by conditioning the wheel before grinding and periodically during the course of grinding. Wheel preparation generally includes truing and dressing. Truing usually refers to removal of material from the cutting surface of a grinding wheel so that the spinning wheel runs true with minimum runout from its macroscopic shape, although truing may also include profiling of the wheel to a particular shape [Marinescu et al. 2001].
Dressing is the process of conditioning of the wheel surface so as to achieve a certain grinding behavior. Generally dressing is the process of conditioning worn grains on the surface of a grinding wheel in order to produce sharp new grains and truing out-of-round wheels. Dressing is necessary when excessive attritious wear dulls the wheel or when the wheel becomes loaded. Dulling of the wheel is known as glazing because of the shiny appearance of the wheel surface. Loading occurs when the pores on the surface of the wheel become filled or clogged with chips.
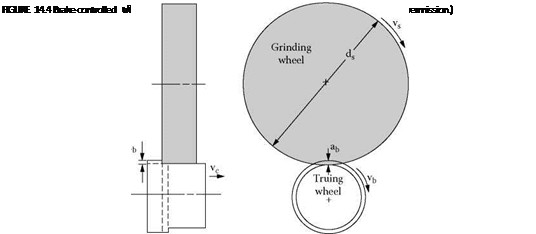
Pregrinding preparation of superabrasive wheels usually involves two distinct processes: truing and dressing. Most superabrasive wheels are trued and dressed, with the exception of electroplated wheels, which may only require “cleaning” or “touching up” with an abrasive stick. One popular truing method for diamond wheels utilizes a vitrified green (friable) silicon carbide grinding wheel mounted on a brake-controlled truing device. The truing wheel is operated as if it cylindrically traverse grinds the grinding wheel. The axes of the dressing wheel and grinding wheel are parallel to each other, as in Figure 14.4.
Other types of wheels (e. g., cup wheels) use a similar device. The depth increment ab might be between 10 and 20 pm after each traverse across the wheel face with a cross-feed velocity, vc, corresponding to a lead of sb = 0.1 to 0.2 mm per grinding wheel revolution.
Numerous other truing methods utilizing diamond tools, similar to those applied to conventional abrasive wheels, have been tried with diamond wheels, but with limited success. Diamond truing of diamond wheels removes wheel material much faster than silicon carbide truing, but there is a danger of damage both to the truing tool and wheel. Truing with single-point and multipoint diamond tools may also necessitate excessive wheel loss, and the truing tool wears out rapidly [Kalpakjian 1997].
After truing, dressing of superabrasive wheels is usually accomplished by in-feeding a finegrained vitrified abrasive stick into the wheel surface either manually or with a holding device. Again, there is a danger of damage to the abrasive grains with excessive use of an abrasive stick.
The decisive factors for grinding behavior include grit type, grit size, and concentration, but also specification of the bond system and conditioning of the grinding layer. The interplay between wear processes on the grit and on the bond affects both grinding behavior and workpiece quality. Metal bond wheels in particular react strongly to differences in dressing [Malkin 1989].
These operations for superabrasive wheels (truing and dressing) should be avoided as much as possible because they require production workflow to be interrupted. Some of the advantages of using superabrasives can be canceled if the dressing time is excessive. A further consideration is the loss of expensive abrasive particles from the wheel surface due to the dressing process. This can be important since initial superabrasive wheel cost may be several times the cost of conventional wheels. Consequently, it is very important for effective utilization of superabrasive wheels to avoid wasting wheel material due to dressing as well as to reduce dressing time.