
Basically, a grinding wheel has three components: abrasive, bond, and core. Figure 14.2 presents the three components of a superabrasive diamond or CBN wheel [Inasaki 1998].
In general application, diamond wheels can be resin, metal, or vitrified bond. Wheels can be classified according to the bond material as either [Marinescu et al. 2001] monolayer-electroplated wheels or multilayer wheels, which include resin bonded, vitrified bonded, and metal bonded.
Resin bonds have been widely used for diamond wheels for many years and offer the particular feature of structural flexibility. Phenolic resins and their derivatives are still the most commonly used bond types. Resin-bonded wheels are relatively easy to use in a wide range of applications typically in the conventional grinding of cemented carbides.
Vitrified bond diamond wheels have steadily become a more important market segment of the diamond tool market for conventional grinding. They are relatively easy to profile and maintain their shape. A further advantage of this type of wheel is that porosity can be introduced into the bond in a controlled manner. This allows extra chip clearance volume on the wheel surface and space for the improved transport of coolant into the grinding zone [Marinescu et al. 2001].
|
|
|
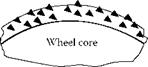
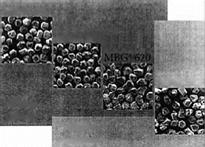
FIGURE 14.2 Abrasive system, bond system, and core system for a superabrasive wheel. (a) Impregnated rim, (b) electroplated single layer. (From Marinescu et al. 2001. With permission.)
Two basic techniques are available for the production of vitrified bond diamond wheels: hot pressing, and cold pressing followed by free firing. Each method is designed for different application areas. Hot-pressed wheels are normally used for grinding diamond, as in the manufacture of both polycrystalline diamond cutting tools and natural diamond tools such as hardness-testing indenters. Cold-pressed tools, which have inbuilt porosity, are used in deep grinding of advanced ceramic materials and cemented carbides.
Metal bond wheels are used for applications such as grinding of glass, stone, ceramics, semiconductors, and plastics.
For ELID grinding a cast-iron metal bond is normally used. Cast iron provides the necessary electrical conductivity. Figure 14.3 shows types of diamonds for metal bonded wheels [Carius 2002]. The strong, relatively hard, and inelastic metal bond requires diamond products with properties that are correctly matched to those of the bond. This type of tool is less tolerant of an unsuitable grit selection than other bond systems. The main feature of metal bonds is that the diamond is rigidly retained in the bond. Metal bonds provide very high abrasive resistance to the small detritus that occurs when machining short chipping materials. The wheel is manufactured by sintering at a high temperature.
The diamond layer in a wheel can be laid on different core materials. The diamond wheel is adapted for the specific machining operation. The nature of the core material is important in the machining of brittle ceramics and permits adaptation of the wheel with respect to vibration behavior and thermal conductivity [Marinescu et al. 2001].
MBG* 660
MBG* 640
MBG* 610
Glass,
stone
ceramics
When machining ceramic materials, it is important to minimize external vibration sources because of the brittle nature of these materials. The grinding wheel must be prepared and conditioned to reduce runout error, clamping error, and grinding wheel unbalance. Keeping the weight of the grinding wheel low helps to minimize vibrations.