
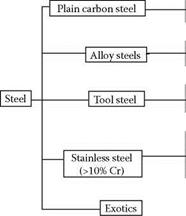
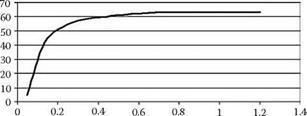
The simplest, and cheapest, steels are plain carbon steels having no other alloying element. As the carbon content is increased, the ductility is reduced while the maximum hardness is increased up to about 63 HrC (Figure 13.3). Plain carbon steels are identified in the AISI or SAE four digit code system by 10xx where the 10 identifies the material as plain steel; the values for xx indicate the carbon content where, for example, 1050 steel is 0.50% carbon.
 Low carbon (0.05%-0.35%)
Low carbon (0.05%-0.35%)
Medium carbon (o.35%-0.50%) High carbon (0.50%-1.00%)
Low carbon (0.05%-0.35%)
Medium carbon (0.35%-0.50%) High carbon (0.50%-1.00%)
Water quench Oil quench Air quench
Austenitic
Ferritic
Martensitic
Duplex
Precipitation hardened
|
Maximum hardness of steel v carbon content
% Carbon FIGURE 13.3 Effect of carbon content on maximum hardness of plain steel. |
1050 steel is probably the mainstay of many industries including the automotive and bearing. It is easy to grind using fused alox or ceramic abrasive wheels and able to take a good casehardening depth without stress cracks. Case-hardening is achieved by a carburizing process to drive carbon into the surface layer followed by quenching. This results in a surface layer of depth 1 mm with a hardness value up to 63 HrC for maximum wear resistance on a softer more ductile core for toughness. Steels with higher carbon content, for example, 1080, are used where greater hardening depths might be required. Certain industries and applications such as internal grinding of small bearings and camlobe grinding of automotive camshafts have in part or almost totally converted to CBN and this will continue as machine, wheel, and processing technology improves. Even cylindrical grinding of 1050 steel in the soft state is now in production with vitrified CBN.
13.3.2 Alloy Steels
Alloy steels are carbon steels with additional alloying elements to enhance their physical properties or improve their machinability. Typical alloy steel types, including the AISI codes, are given in Table 13.1. Physical property improvements include through-hardenability, toughness, tensile strength, and wear resistance. Alloying elements adjust grain size that can adversely affect machin — ability or improve grindability. The alloying elements also form hard carbide particles in the grain structure, which are highly abrasive and cause increased wheel grain wear. Martensitic structures in particular, having high tensile strength and low elongation, produce short chips and cause high abrasion wear levels in the grinding wheel leading manufacturers toward increased usage of CBN.
13.3.3 Tool Steels
The impact of the carbide level becomes most extreme with tool steels, so named for their heat, abrasion, and shock resistance, dimensional stability in heat treatment, and cutting ability. All of these contain one or more of the alloy elements chromium, tungsten, molybdenum, and vanadium, and have special heat treatment processes to control grain structure (Table 13.2). The resultant material can have hardness values up to 67 HrC. The primary carbides of interest here are M6C carbides of molybdenum and tungsten, and MC carbides from vanadium. Essentially the carbides provide the wear resistance while the softer metal matrix provides toughness. These carbide particles are very hard [Badger 2003].
Tool steels are extremely difficult to grind with conventional wheels. The MC carbides exceed the hardness of alox grains (Table 13.3). Indeed in the1960s prior to the introduction of CBN, some toolrooms would use resin-bonded wheels containing very friable diamond as an alternative to SiC or alox wheels. Interesting to note, grain wear is not only due to the amount of carbide present, but also due to the size of the carbide particles. This is of particular interest when considering the grinding of workpieces made using powder-metal (PM) technology.
|
|||
 |
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|
||
|
![]()
Comparison of the Hardness of Tool Steel Carbides to Abrasive Grains
 Hardness (Knoop)
Hardness (Knoop)
800
1,600
2,800
2,100
4,700 can control lengths to within 0.003 to 0.005 in. (75 to 125 pm). Since the structures do not fully densify, they contain pores between the grains. Machining of PM parts is, therefore, quite difficult because it consists of machining a series of interrupted cuts at the microscopic level resulting in high abrasive tool wear and chipping. The porosity also reduces heat conduction and drives more heat into the chip. All these factors, which adversely affect machinability, are a benefit for grind — ability, and PM technology, contrary to popular belief, may actually have increased the need for grinding as a precision finishing process.
Another benefit of PM technology is that it allows the control of the grain size of the carbides in tool steels. Badger [2003] reported that although the PM tool steel ASP2060 contained 15% MC carbide, it had only slightly poorer grindability based on G-ratio assessments than M2 steel containing only 2% carbide content. PM steels with comparable carbide content to those produced by conventional forging and heat treatment processes had up to 10 times the grindability based on G-ratio assessments as shown in Figure 13.4 and Figure 13.5.
It should be noted as a caveat that each PM application must be considered individually as there are enormous variations in composition, particle hardness, apparent hardness, porosity, and pore fillers. It is not uncommon to have a material with an apparent hardness of only 30 HrC but a particle hardness of 60 HrC.